





Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое. Зарегистрируйте личный кабинет и вам будет открыт полный доступ
Для производства сложной современной вычислительной техники нужны лучшие технологические решения

Визит на производство ПАО «Рикор Электроникс».
Одной из активно развивающихся областей производства электроники в России сейчас является изготовление вычислительной техники. Требования по локализации аппаратуры, ограничения, введенные в отношении закупки вычислительных устройств для государственных и муниципальных нужд, и в целом взятый в нашей стране вектор на цифровизацию экономики и обеспечение технологической независимости вызвали существенный рост объемов изготовления на российских предприятиях таких изделий, как серверы, системы хранения данных, рабочие станции, ноутбуки, планшеты, что, в свою очередь, привело к необходимости наращивания производственных мощностей предприятий и модернизации производств для обеспечения возможности изготовления таких устройств на передовом уровне.
Мы побывали на производственной площадке ПАО «Рикор Электроникс», расположенной в Арзамасе, где недавно была произведена такая модернизация – именно с целью наращивания объемов производства вычислительной техники. В прошлом году компания ввела в строй две новые линии поверхностного монтажа и линию селективной пайки, а сейчас ожидает прибытия оборудования еще для двух SMT-линий.
Прошлое и настоящее «Рикор Электроникс»
Компания «Рикор Электроникс» была образована в 1966 году; тогда она называлась «Арзамасский завод радиодеталей» и специализировалась на массовом выпуске резисторов, в первую очередь переменных. Современное название она приобрела в 2006 году.
К концу 1990‑х – началу 2000‑х в силу падения спроса на отечественные электронные компоненты возникла необходимость в поиске новых направлений деятельности, и компания нашла такое направление. Им стали электронные модули педалей акселераторов, а также автомобильные датчики, которые начали поставляться на сборочные конвейеры отечественного автопрома. Данное направление продолжает развиваться в «Рикор Электроникс»: как нам рассказали представители предприятия, в настоящее время компания является единственным поставщиком модулей педалей акселераторов для заводов КАМАЗ, ГАЗ, УАЗ, ВАЗ, ведутся переговоры по поставке данных изделий для Renault и Peugeot‑ Citroën. Кроме того, недавно был разработан модуль педали сцепления, который также планируется поставлять отечественным и зарубежным автопроизводителям.
 Андрей Шперлинг
Андрей Шперлинг
В то же время и вычислительная техника не является совершенно новым направлением для компании. Еще в советские времена завод выпускал электронные игры, а позже – учебные компьютеры. К тематике сложных вычислительных устройств холдинг «Рикор», в который входит «Рикор Электроникс», обратился в середине 2010‑х, начав разрабатывать серверное оборудование на импортной компонентной базе. При этом программное обеспечение для данных решений создавалось также в рамках холдинга.
В определенный момент мы увидели, что ниша серверного оборудования занята исключительно зарубежными производителями, и мы решили их потеснить на этом рынке, — сказал генеральный директор ПАО «Рикор Электроникс» Андрей Шперлинг. — Набрали людей, получили определенные компетенции. А сейчас эта тема стала очень актуальной в связи с импортозамещением, обеспечением технологической независимости. В эту сторону пошли многие предприятия. Но одно дело приобрести зарубежную документацию и по ней выпускать продукт, и совсем другое — создать этот продукт самим. В этом смысле у нас огромное преимущество: мы можем вносить доработки, создавать различные исполнения, полностью менять ПО под конкретные задачи. И самое главное, это позволяет нам постоянно двигаться вперед, создавать новую аппаратуру на основе предыдущих решений, чтобы идти в ногу с развитием технологий и растущими требованиями рынка.
По словам руководителя предприятия, новые разработки компании основаны на самых последних решениях Intel. Кроме того, «Рикор Электроникс» осваивает отечественные процессоры: в ноябре прошлого года были изготовлены первые опытные образцы серверной техники на процессорах «Эльбрус», ведется разработка планшета и ноутбука на российских ЦПУ – от компаний «ЭЛВИС» и «Байкал Электроникс» соответственно. Однако Андрей Шперлинг отметил, что пока доступность таких компонентов оставляет желать лучшего.
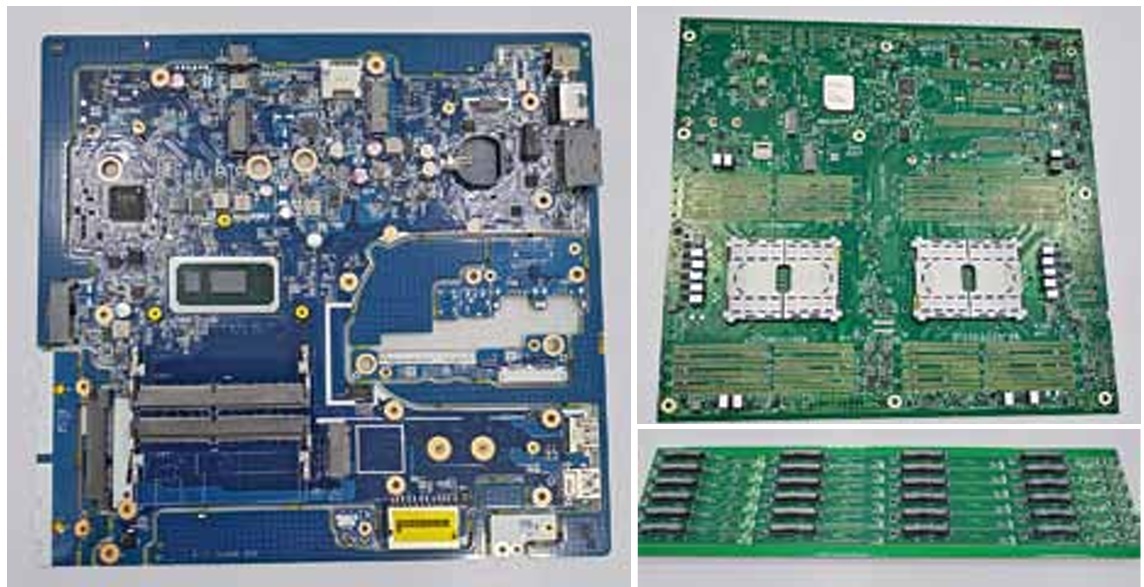 Примеры печатных узлов, которые собираются на производстве «Рикор Электроникс»
Примеры печатных узлов, которые собираются на производстве «Рикор Электроникс»
Вместе с тем он подчеркнул:
Меры, принимаемые государством для поддержки отечественной электронной промышленности, очень помогают: это очевидно способствует созданию новых современных решений, развитию производств, росту числа рабочих мест.
Это находит подтверждение и в увеличении объема производства «Рикор Электроникс». В прошлом году производство серверного оборудования по всей линейке, выпускаемой компанией, вышло на крупносерийные объемы.
 Павел Гурлов
Павел Гурлов
Объем выпускаемой продукции у нас увеличивается даже не ежегодно, а ежемесячно, — сказал нам директор по производству ПАО «Рикор Электроникс» Павел Гурлов. — По итогам прошлого года до 2 млрд руб. выручки мы недобрали примерно 80 млн, а выручка за 2020 год составила порядка 1 млрд. То есть мы наблюдали рост объема выпуска за год почти в два раза.
Как появились на предприятии новые линии поверхностного монтажа
Востребованность отечественного вычислительного оборудования потребовала существенно расширить производственные мощности компании, и в прошлом году были внедрены две новые линии поверхностного монтажа и линия селективной пайки.
На тот момент на предприятии работала только одна SMT‑линия, которая была внедрена в 2006 году. В ее составе были установка трафаретной печати компании Ekra, два автомата установки компонентов Samsung и 6‑зонная печь конвекционного оплавления от компании Ersa. В дальнейшем линия получила еще один установщик от компании Hanwha, которая к тому времени приобрела подразделение Samsung Techwin, занимавшееся в том числе оборудованием для поверхностного монтажа. Эта линия используется до сих пор – в основном для изготовления опытных партий.
 Исторически первая линия поверхностного монтажа на производстве «Рикор Электроникс»
Исторически первая линия поверхностного монтажа на производстве «Рикор Электроникс»
Для контроля качества паяных соединений на площадке была установлена система автоматической оптической инспекции (АОИ) вне линии.
Далее речь пойдет о новых SMT‑линиях предприятия, поэтому чтобы не возникало путаницы, мы будем под первой и второй линией подразумевать именно их.
При выборе автоматов установки компонентов для новых линий компания рассматривала решения нескольких ведущих мировых производителей и в результате остановилась на установщиках компании ASM Assembly Systems. На наш вопрос о характеристиках, благодаря которым был сделан выбор в пользу автоматов ASM, Павел Гурлов ответил, что конкретные характеристики выделить сложно, потому что выбор осуществлялся по совокупности возможностей оборудования, однако решение не было трудным: преимущество установщиков ASM для задач, которые ставились при расширении производства, было очевидным.
Оборудование в новых линиях поверхностного монтажа, наверное, самое производительное и технологичное из существующего в настоящее время. Другие варианты на фоне ASM нас не впечатлили. А для производства сложной современной вычислительной техники нужны лучшие технологические решения, — сказал он.
Аркадий Гылов, коммерческий директор ООО «Глобал Инжиниринг» – компании, осуществившей поставку оборудования – прокомментировал это так:
Руководством компании «Рикор Электроникс» были обозначены весьма конкретные требования, на основе которых выбирался поставщик оборудования. В частности, оно должно было иметь возможность устанавливать все типы компонентов, доступные на рынке, а отличие его реальной производительности от заявленной не должно было превышать 10%. Кроме того, предъявлялись и весьма высокие требования к программному обеспечению: оно должно было прогнозировать выход готовых изделий за единицу времени, а также иметь возможность прослеживать каждую плату на этапе сборки и обеспечивать обмен информацией со складом для поддержания складских запасов и планирования закупок компонентов.
Помимо этого, по его словам, обязательным условием являлось наличие у компании‑поставщика высококвалифицированных специалистов службы сервиса и склада расходных материалов в России.
Всё это должно было послужить созданию производства, в целом соответствовавшего самым высоким мировым стандартам в области изготовления электронной аппаратуры, — подытожил он.
Компания «Глобал Инжиниринг» совместно со своими партнерами – производителями оборудования ASM, Rehm и Omron организовала выезд представителей «Рикор Электроникс» в Германию на предприятия, осуществляющие выпуск материнских плат и видеокарт.
В рамках недельной поездки удалось ознакомиться с организацией производства. Специалисты посещаемых предприятий поделились своим опытом и ответили на многие вопросы как технологического, так и организационного характера, — рассказал Аркадий Гылов. — Нашей технологической службой был проведен анализ изделий заказчика, что помогло нам составить конфигурацию оборудования, а также осуществить расчет производительности, отличие которой от реальной в дальнейшем составило всего 5%. Все это помогло нам совместно выбрать оборудование именно в той конфигурации, которая решала поставленные задачи, при этом не переплачивая за то, что было не нужно на данном этапе.
Главный механик ПАО «Рикор Электроникс» Андрей Приходько, также сопровождавший нас во время экскурсии по производству, отметил, что пусконаладка была выполнена в очень короткие сроки.
 Аркадий Гылов и Андрей Приходько
Аркадий Гылов и Андрей Приходько
На установку оборудования каждой линии ушло по два дня. Еще два дня — пусконаладка, которая осуществлялась силами двух сервис‑ инженеров «Глобал Инжиниринг». То есть время с момента поступления оборудования до выпуска первых изделий на линии составило меньше недели, — сказал он.
Новые линии поступили на предприятие не одновременно, и по конфигурации они хотя и близки, но всё же несколько отличаются.
На первом этапе для новой линии были закуплены автоматы ASM SIPLACE X2S и ASM SIPLACE SX1 и новая печь Rehm с 12 зонами нагрева, а также установки автоматической инспекции нанесения паяльной пасты (АИП) и АОИ. Для нанесения пасты в первой линии используется принтер DEK Horizon 03iX, который был приобретен ранее, однако в скором времени ожидается его замена на более современную установку от ASM – DEK NeoHorizon 03iX.
Для первой линии мы выбрали конфигурацию из двух автоматов разных серий, что было сделано исходя из расчетов, которые однозначно показали, что для сборки наших серверных плат именно связка из двух автоматов ASM SIPLACE X2S и ASM SIPLACE SX1 является оптимальной по соотношению производительности, необходимого количества слотов под питатели и стоимости оборудования. Достаточно сказать, что если бы мы выбрали установщики ближайших конкурентов ASM, нам потребовалось бы на один автомат больше, а для нас это лишние первоначальные инвестиции в оборудование и квадратные метры чистого помещения, — пояснил Павел Гурлов.
В дальнейшем, наблюдая рост количества заказов и увеличение числа типономиналов на новых платах, в компании пришли к выводу, что количество слотов под питатели и общую производительность линии целесообразно увеличить. По этой причине первая линия была доукомплектована вторым автоматом ASM SIPLACE X2S с головами SpeedStar, и сейчас в линии работает три автомата, два из которых SIPLACE X2S, а третий – универсальная машина на базе платформы SIPLACE SX1 с головой ТН.
 Первая линия поверхностного монтажа на основе оборудования ASM и Rehm
Первая линия поверхностного монтажа на основе оборудования ASM и Rehm
 Установка АИП CKD VP6000L-V с разбраковочным конвейером в первой линии
Установка АИП CKD VP6000L-V с разбраковочным конвейером в первой линии
Нам показалось необычным то, как расположены системы инспекции в первой линии. После принтера установлена система АИП, что, конечно, далеко не уникально для современных производств, но при этом единственная АОИ расположена не в конце линии, а после установщиков. Павел Гурлов пояснил:
Вероятно, отсутствие АОИ перед печью на многих предприятиях связано с ограниченным бюджетом, потому что эта система действительно полезна. Пока компоненты не припаяны, исправить тот или иной недостаток можно буквально за секунды. Зачем выполнять демонтаж компонента, очистку контактных площадок, повторный монтаж, если это можно предотвратить, просто выполнив инспекцию до пайки?
Платы после оплавления можно проверить на этой площадке с помощью отдельностоящей АОИ. Но у компании есть планы доукомплектовать первую линию системой АОИ и после печи, как это сделано во второй линии.
Вторая новая линия: подробности
Вторая линия приобреталась спустя примерно полгода после первой, и в ее конфигурации изначально было запланировано три установщика, благодаря чему суммарное количество позиций питателей под ленты 8 мм в ней с самого начала составляло 450 плюс устройство автоматической подачи поддонов с микросхемами емкостью 28 шт. При этом в ее состав вошли автоматы SIPLACE X2S, оснащенные монтажными головами с расширенным диапазоном устанавливаемых компонентов и увеличенной производительностью. Специализация автоматов осталась такой же, как и в первой линии. Павел Гурлов отметил, что с точки зрения работы на этом оборудовании различий между двумя линиями нет. Программное обеспечение автоматов в обоих линиях и их питатели одинаковые. Отличие лишь в производительности: реальная производительность второй линии из трех автоматов SIPLACE X2S составляет 125 тыс. комп. / ч, тогда как у первой она равна 110 тыс. Кроме того, в линии уже присутствует АОИ после печи и применяется более современный принтер ASM DEK NeoHorizon 03iX.
 Автоматы установки компонентов SIPLACE X2S и SIPLACE SX1 в первой линии
Автоматы установки компонентов SIPLACE X2S и SIPLACE SX1 в первой линии
Про оборудование второй линии мы попросили представителей «Рикор Электроникс» рассказать подробнее. По их словам, одним из самых заметных отличий от того, с чем они работали ранее, стал новый принтер трафаретной печати, оснащенный универсальной системой поддержки плат HD Grid‑Lok, которая обеспечила равномерную и стабильную фиксацию заготовок больших габаритов, а также устранила необходимость в ручной расстановке магнитных штырей под плату. Общее программное обеспечение с установщиками SIPLACE позволяет синхронизировать данные двух операций и предоставляет операторам возможность удаленного программирования принтера. Кроме того, принтер включен в общую петлю обратной связи от АИП и двух АОИ, благодаря чему производится автоматическая коррекция смещения трафарета, если данными системами выявляются отклонения.
 Установка трафаретной печати во второй линии
Установка трафаретной печати во второй линии
Несмотря на то, что на производстве серийно собираются платы с большим разнообразием компонентной базы, в том числе с такими миниатюрными компонентами, как 0201, применение ступенчатых трафаретов не требуется: одноуровневые трафареты обеспечивают нанесение необходимых объемов пасты за один цикл без дополнительных операций.
То, что в серийном производстве необходим контроль нанесения паяльной пасты, поскольку качество выполнения этой операции впрямую влияет на выход годных, специалистам компании было очевидно еще при работе на старой линии, где для этих целей использовалась встроенная система инспекции принтера Ekra. Однако опыт эксплуатации данной установки показал, что встроенная АИП работает медленно, существенно увеличивая время цикла. Поэтому в новых линиях было принято решение использовать для этого отдельную установку. Правильность такого выбора подтвердилась на практике: данная операция по времени выполнения оказалась согласована с остальной линией.
 Установка АИП с разбраковочным конвейером во второй линии
Установка АИП с разбраковочным конвейером во второй линии
В первой и второй линии системы АИП разные – это, соответственно, VP6000L‑V и VP9000 японского производителя CKD Corporation совместно с Omron. VP9000 – более новая модель, но, как нам сказали представители «Рикор Электроникс», с точки зрения эксплуатации различия между двумя установками несущественные. Обе модели – это полноценные системы 3D‑инспекции, позволяющие определять не только точность нанесения и форму отпечатка в плане, но и его трехмерную геометрию для точного контроля объема пасты.
По словам Павла Гурлова, если трафарет и плата спроектированы правильно, то даже на первых изделиях проблем нанесения пасты не возникает.
При наших объемах и требованиях к качеству продукции важно не только контролировать качество нанесения пасты, но и принимать комплексные меры по недопущению возникновения дефектов. Опыт показывает, что в этом деле крайне важен грамотный анализ и правильная подготовка Gerber‑файла до заказа трафарета. Не секрет, что до 60% дефектов образуется именно на стадии нанесения паяльной пасты. Кроме того, исправление ошибок проектирования и изготовления трафарета — это лишние время и финансовые затраты на заказ и производство новых трафаретов. Для решения этой задачи нашими коллегами из «Глобал Инжиниринг» был предложен еще один программный продукт от ASM – DFM HealthCheck, позволяющий провести анализ Gerber‑файла и получить рекомендации по форме и расположению апертур, толщине трафарета, параметрам печати для трафаретного принтера. Мы уверены, что DFM HealthCheck станет еще одним инструментом, который позволит нам сократить время переналадки и операционные расходы, — сказал он.
После АИП в линии установлен разбраковочный конвейер. Платы, на которых система выявила несоответствие, выдаются на верхний ручей конвейера, где их можно визуально осмотреть и принять решение, нужно ли наносить пасту заново или заготовка может отправляться на следующую операцию.
 Автоматы установки компонентов SIPLACE X2S во второй линии
Автоматы установки компонентов SIPLACE X2S во второй линии
Далее расположены три автомата установки компонентов SIPLACE X2S каждый из которых оснащен двумя монтажными головами. На первом автомате установлены головы SpeedStar второго поколения, каждая из которых обеспечивает одновременную работу с двадцатью компонентами размером от 0,25 × 0,125 мм (0201m) до 8,2 × 8,2 мм и высотой до 4 мм.
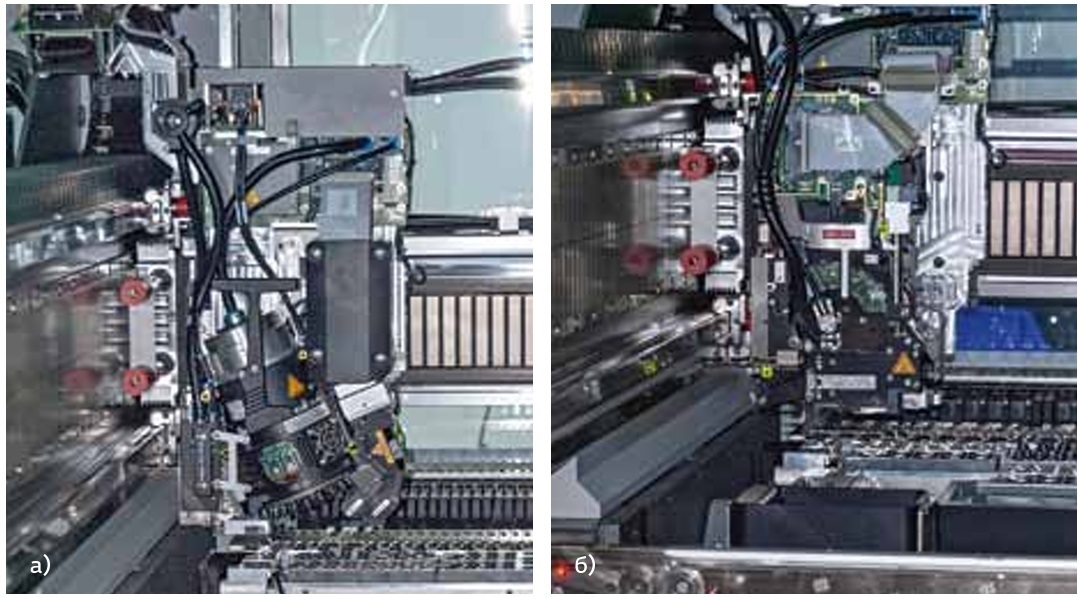 Револьверные монтажные головы SpeedStar (а) и MultiStar (б) в автоматах установки компонентов SIPLACE X2S
Револьверные монтажные головы SpeedStar (а) и MultiStar (б) в автоматах установки компонентов SIPLACE X2S
Второй автомат укомплектован двумя головами MultiStar, позволяющими устанавливать компоненты размером от 0,4 × 0,2 мм (01005) до 50 × 40 мм и максимальной высотой 15,5 мм.
В третьем установщике используются две разные монтажные головы: MultiStar и Twin Head.
Диапазон компонентов, устанавливаемых головой Twin Head, крайне широкий. Она применяется в том числе для работы с массивными, крупногабаритными компонентами, а также с корпусами нестандартной формы, — пояснил Аркадий Гылов.
Данная голова способна устанавливать компоненты размером от 0,6 × 0,3 мм (0201) до 200 × 125 мм и максимальной высотой 25 мм.
Использование головы MultiStar позволяет без сокращения количества захватов одновременно перемещать до 12 компонентов размером 27 × 27 мм, автоматически переключаясь между тремя режимами работы, обеспечивая идеальный баланс загрузки всех трех автоматов при сборке сложных серверных плат. Как рассказали представители предприятия, разница между временем цикла сборки на каждой из шести установочных голов на практике не превышает 5%.
Павел Гурлов отметил, что в комплекте с автоматами были заказаны механические захваты (грипперы) для установки компонентов сложной формы, а также для монтажа в отверстия панелей под память DDR, и они показали высокую эффективность при сборке реальных серийных изделий.
 Устройство автоматической подачи поддонов с микросхемами
Устройство автоматической подачи поддонов с микросхемами
Кроме того, третий автомат и в первой, и во второй линии оснащен устройством автоматической подачи поддонов с микросхемами, на котором предусмотрена возможность пополнения запаса поддонов без остановки и перезагрузки автомата. Такой функционал оказался крайне востребован при сборке партий серверных плат, на которых присутствуют крупногабаритные компоненты в большом количестве.
Когда мы были на производственной площадке, сборка плат на линии не выполнялась, поскольку только‑только закончилось производство большой партии изделий, а следующая партия готовилась к запуску. Мы не могли не поинтересоваться, как часто выполняется переналадка линий и насколько данное производство загружено.
Вам «повезло», что вы попали в момент, когда линия стоит. Лучшее подтверждение тому, что загрузка здесь очень большая, — это то, что мы готовимся ввести в строй еще две линии, а имеющиеся у нас три линии работают в три смены — в круглосуточном режиме. Сейчас мы собираем до пяти тысяч серверов в месяц, а с запуском двух новых линий объем увеличится в два раза, — сказал Павел Гурлов. — Поэтому, конечно, мы стараемся по возможности сводить к минимуму периоды простоя.
Что касается частоты переналадки, хотя на производстве «Рикор Электроникс» в основном собираются собственные изделия компании (сторонних заказов не так много), а потому разнообразие размеров партий и количество запусков, теоретически, должны быть меньше, чем у типичного контрактного производителя, мы услышали цифры, сравнимые с теми, что называют на предприятиях, работающих только с внешними заказчиками. Так, размер партий варьируется от 100 до 10 тыс. шт. Учитывая, что производство работает в три смены, а сборка одной стороны достаточно сложной платы выполняется примерно за одну минуту, несложно посчитать, что переналадки выполняются примерно от одного раза в две недели и до 2–3 раз в смену.
 Рабочие места подготовки программ для оборудования
Рабочие места подготовки программ для оборудования
Несмотря на то, что автоматы установки компонентов в новых линиях относятся к высокопроизводительному оборудованию, представители предприятия отметили, что они позволяют проводить переналадку достаточно быстро и сборка сравнительно небольших партий на этих установках проблем не представляет. Похоже, компромисс между производительностью и гибкостью сборочного оборудования действительно остался в прошлом.
Для уменьшения времени простоя оборудования создание рабочих программ на предприятии выполняется вне линии. Возможности ПО SIPLACE Pro позволяют с высокой точностью рассчитать время сборки конкретного изделия еще до того, как операторы начнут заряжать ленты в питатели. Успешно выполненная виртуальная сборка гарантирует, что конфигурация оборудования в части комплекта питателей, количества и типов насадок, голов и камер соответствует изделию. При этом персоналу не требуется тратить время на дополнительное обучение автомата перед сборкой изделия.
 Сменные тележки с питателями
Сменные тележки с питателями
Подготовка питателей проводится частично вне линии – на автономной станции подготовки сменных столов. Верификация загрузки питателей по штрихкодам в качестве дополнительной меры защиты от ошибок, связанных с человеческим фактором, может проводиться как непосредственно на удаленной станции, так и после загрузки столов в автоматы.
За правильностью установки поддонов следит само оборудование: оно считывает маркировку на корпусах микросхем и проверяет правильность типа компонента, а также его ориентацию по ключу.
 Информационный монитор производственной линии ASM LineMonitor
Информационный монитор производственной линии ASM LineMonitor
Сокращению времени простоя способствует и программное обеспечение ASM LineMonitor, поставленное вместе с оборудованием, которое, помимо прочего, следит за расходом компонентов и выдает предупреждение, если компоненты в некотором питателе заканчиваются и скоро его потребуется заменить.
Это готовое программное решение от ASM, — прокомментировал Павел Гурлов. — От нас потребовалось только повесить монитор так, чтобы нам было удобно, и подключить его, а ПО уже само выводит на него всю необходимую информацию.
Кроме того, принимая во внимание опыт крупнейших зарубежных производителей электроники, для минимизации времени подготовки к сборке новых изделий мы приобрели вместе с новым оборудованием станцию удаленного обучения, которая привязана к общему серверу ASM и позволяет за считанные минуты описать компонент любой сложности, — добавил он.
В планах предприятия – развитие цифровизации производства и интеграция производственных данных в общую ERP‑систему, которая сейчас разрабатывается на базе 1С и которая в перспективе объединит все звенья цепочки создания аппаратуры, включая не только комплектацию, производство, тестирование, отгрузку, но и разработку.
Параллельно с этим компания расширяет пул программных продуктов от производителя оборудования. В дополнение к LineMonitor планируется внедрение новейшего программного обеспечения ASM Performance Monitor, которое позволит контролировать состояние и ключевые показатели оборудования в режиме реального времени, такие как время простоя, коэффициент загрузки, время переналадки, процент сброса и т. д. С помощью данной системы будет выполняться сбор статистики и расчет показателей KPI на каждой из операций, а в дальнейшем, поскольку она не привязана к производителю оборудования, в нее планируется интегрировать все производственные этапы, включая хранение компонентов, маркировку плат и результаты инспекции.
 Система АОИ перед печью во второй линии
Система АОИ перед печью во второй линии
За автоматами, как и в первой линии, расположено рабочее место визуального контроля, которое обычно используется для проверки оператором первых плат новых изделий, а за ним – система АОИ, проверяющая уже все платы с установленными компонентами до оплавления паяльной пасты.
Оплавление выполняется в печи компании Rehm с 12 зонами нагрева.
Разница с 6‑зонной печью, которая стоит в старой линии, очень ощутима. Профили стало выстраивать гораздо проще. Я думаю, что подобрать профиль для некоторых новых изделий на той печи вообще было бы невозможно, — сказал Павел Гурлов.
Он отметил, что профиль подбирается для каждого изделия. Эта задача несложная, но требует времени. Если речь идет о крупном и насыщенном изделии, таком как, например, серверная материнская плата, на то, чтобы выстроить практически идеальный профиль с помощью термопрофайлера, уходит около одной смены.
 12-зонная печь оплавления паяльной пасты
12-зонная печь оплавления паяльной пасты
Печь позволяет выполнять пайку в азотной среде, однако данная возможность на предприятии не используется: проблем с качеством при пайке без азота не возникает.
На предприятии применяется паяльная паста для смешанной технологии, которая позволяет монтировать одновременно бессвинцовые компоненты и компоненты, предназначенные для пайки содержащим свинец припоем.
После печи в линии установлен буфер, а затем – система АОИ с разбраковочным конвейером. Эта установка инспекции также компании Omron, но ее модель отличается от той, что стоит перед печью: у систем АОИ есть специализация, одни предназначены для инспекции плат до оплавления паяльной пасты, другие – после. Эти системы даже не позволяют использовать одну и ту же программу инспекции, чтобы избежать ситуаций, когда, например, программа инспекции до оплавления по ошибке загружена в АОИ, расположенную после печи, поскольку это приведет к некорректному определению дефектов.
 Система АОИ с разбраковочным конвейером в конце второй линии
Система АОИ с разбраковочным конвейером в конце второй линии
Система обладает функцией сбора статистики при массовом производстве, что упрощает корректировку программ для минимизации количества ложных срабатываний. Цели снизить данное количество любой ценой на производстве нет: пропуск дефекта составляет бóльшую проблему, чем ложное срабатывание. Тем не менее, благодаря оптимизации далеко не на каждой плате возникают ложные срабатывания, а их максимальное количество даже на сложных платах с числом компонентов, например, 3–3,5 тыс. на практике не превышает 10.
Мы поинтересовались, выбирались ли печи и системы АИП и АОИ для новых линий таким образом, чтобы вся линия была поставлена одной компанией, или же такой задачи не стояло. Павел Гурлов пояснил:
Как и при выборе автоматов установки компонентов, эти системы мы выбирали прежде всего по характеристикам, то есть шли от оборудования, а не от поставщика. Среди печей были кандидаты со сравнимыми возможностями, и на наше решение не в последнюю очередь повлияли условия, которые нам предложил «Глобал Инжиниринг». Что же касается систем инспекции, здесь лидер был очевиден. С нашей точки зрения, Omron — это лучшее, что сейчас есть в этой области. Тем более, нам было с чем сравнивать: у нас уже был многолетний опыт работы с системой АОИ.
Среди достоинств систем инспекции Omron Павел назвал прежде всего удобство ПО и высокую степень автоматизации при программировании установок.
«Они на 80–90% пишут программы сами», – сказал он. Но и с точки зрения качества выявления дефектов, по его словам, системы Omron превосходят аналоги.
Новая линия селективной пайки
На производственной площадке мы увидели две линии селективной пайки. Первая линия появилась достаточно давно, в 2012 году, поскольку использовавшаяся ранее пайка волной оказалась слишком дорогой в эксплуатации.
Для того, чтобы пайка выполнялась только в заданных областях, мы использовали оснастку, формирующую несколько волн. Эта оснастка недешевая, а изготавливать ее приходилось под каждый тип изделий, — рассказал Павел Гурлов.
Кроме того, благодаря меньшей площади контакта волны с воздухом в селективной пайке меньше шламообразование.
Новая линия была запущена чуть больше года назад. Она состоит из четырех рабочих мест монтажников для установки компонентов, буфера, собственно системы селективной пайки Seho SelectLine и разгрузчика.
 Новая линия селективной пайки: слева – буфер, справа – система селективной пайки Seho SelectLine
Новая линия селективной пайки: слева – буфер, справа – система селективной пайки Seho SelectLine
Конвейер на рабочих местах монтажников состоит из нескольких сегментов, для каждого из которых может быть программно установлена своя скорость перемещения, что позволяет отрегулировать такт при различной скорости выполнения операции на каждом рабочем месте.
 Плата в модуле предварительного нагрева системы селективной пайки Seho SelectLine
Плата в модуле предварительного нагрева системы селективной пайки Seho SelectLine
Установка селективной пайки содержит модуль флюсования селективного типа, то есть флюс наносится избирательно только на заданные участки. Далее следует модуль предварительного нагрева, а затем один модуль пайки, что отличает данную систему от установки в старой линии, где модулей пайки два. Две головы, перемещающиеся в паре, позволяют выполнять пайку одновременно двух плат на мультиплицированной заготовке. Если плата крупная и мультиплицированная заготовка не используется, на головы могут быть установлены разные сопла для пайки различных компонентов, и тогда головы работают по очереди.
Селективная пайка позволяет работать со всеми штыревыми компонентами, которые встречаются в наших изделиях, — сказал Павел Гурлов. — Не все из них удается припаять вручную, в особенности учитывая, что материнские платы могут содержать 7–9 слоев и иметь в своем составе достаточно массивные компоненты. В таких случаях прогреть паяное соединение ручным паяльником может быть крайне сложно. Однако, чтобы можно было использовать селективную пайку, плата должна быть правильно спроектирована. Например, рядом с монтажным отверстием не должно быть чип‑компонентов.
Другие участки
Завершив экскурсию по сборочному цеху предприятия, представители компании показали нам участки отмывки, тестирования и контроля, а также конечной сборки.
На участке отмывки применяется струйная система Riebesam 26‑03T, поставленная также компанией «Глобал Инжиниринг». В установке используется загрузка корзинного типа, при этом, как сказал нам Павел Гурлов, проблем с отмывкой даже сложных плат с BGA‑компонентами не наблюдается.
 Участок отмывки
Участок отмывки
 Конечная сборка
Конечная сборка
На производстве используется паста, не требующая отмывки, в том числе для сборки изделий, которые необходимо отмывать. В качестве отмывочной жидкости применяется Kyzen Aquanox.
 Рабочие места конечного тестирования продукции Конечная сборка
Рабочие места конечного тестирования продукции Конечная сборка
 Установка рентгеновской инспекции
Установка рентгеновской инспекции
На участке тестирования и контроля, помимо рабочих мест, где выполняется функциональное тестирование готовых изделий, имеется система рентгеновской инспекции Yxlon Cheetah EVO, которая используется для анализа дефектов, а также проверки качества пайки компонентов со скрытыми паяными соединениями, таких как BGA и QFN, при запуске серий. При этом проверяется в том числе количество пустот в соединениях. Однако Павел Гурлов отметил, что при правильном подборе термопрофиля пайки пустоты практически не возникают. Помимо рентгеновских изображений, система позволяет выполнять ламинографию, то есть КТ с ограниченным углом наклона.
Также на участке недавно появилась установка внутрисхемного контроля, которая сейчас находится на этапе запуска.
* * *
На предприятии «Рикор Электроникс» мы увидели производство полного цикла, включающее новейшие сборочные линии поверхностного монтажа, на которых собираются сложные печатные узлы современных вычислительных устройств. Надеемся, что в скором времени на этой площадке заработают и новые линии, которые позволят в еще большей степени удовлетворять растущую потребность в передовой отечественной вычислительной технике и электронной аппаратуре в целом.
Ю. Ковалевский.
Статья впервые опубликована в журнале "ЭЛЕКТРОНИКА: НТБ" № 2 за 2022 год.
Понравилась статья? Поставьте лайк