



Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
Полеты наяву

Алексей Зайцев, руководитель направления тестового оборудования

Электроника — наука о контактах. Эта истина известна любому специалисту в данной области. Впрочем, как и тот факт, что существуют лишь два типа отказов электронной аппаратуры: либо нет контакта там, где он должен быть, либо есть контакт там, где его быть не должно. Конечно, обе аксиомы лежат скорее в плоскости профессионального остроумия, нежели имеют реальное отношение к исследованию, устранению и предотвращению отказов, но, как говорится, в каждой шутке есть только доля шутки.
В реалиях современного серийного производства отказы электронных блоков могут иметь далеко идущие последствия и оборачиваться серьезным увеличением затрат как для производителя, так и для потребителя данного вида техники. Случайных отказов в электронике не бывает — и это тоже аксиома. Каждый отказ имеет вполне определенные причины, которые в полной мере его объясняют. И ошибочно полагать, будто эти причины кроются в дефектах конкретных узлов или печатных плат, которые входят в состав отказавшего изделия. Дефект печатной платы тоже всего лишь следствие. Одной из важнейших причин отказов в производстве электроники является несовершенство технологии проверки и контроля качества продукции.
Контроль качества важен на любой стадии производства изделий. И монтаж печатных плат не исключение. Напротив, современный печатный узел может быть весьма сложной системой, требующей особых навыков, оборудования и технологий проверки на всех стадиях изготовления — начиная с анализа конструкторской документации и входного контроля электронных компонентов, имеющихся в его составе, и заканчивая процедурой сдачи и отгрузки заказчику.
Особое место в этой последовательности занимает электрическое тестирование и функциональный контроль печатной платы, поскольку именно эти проверки дают комплексную картину характеристик смонтированного печатного узла. На данном этапе есть возможность выявить все предпосылки вероятного отказа, тем самым предотвратив установку некачественного или неверного компонента, брак печатной платы, дефекты пайки и т. д. Здесь же выявляются ошибки, по каким-то причинам допущенные на предшествующих этапах контроля.
Существует несколько методов электрического тестирования печатных плат: ручной, «ложе гвоздей» (bed of nails), метод «летающих щупов» (flying probes) и метод «летающих матриц».
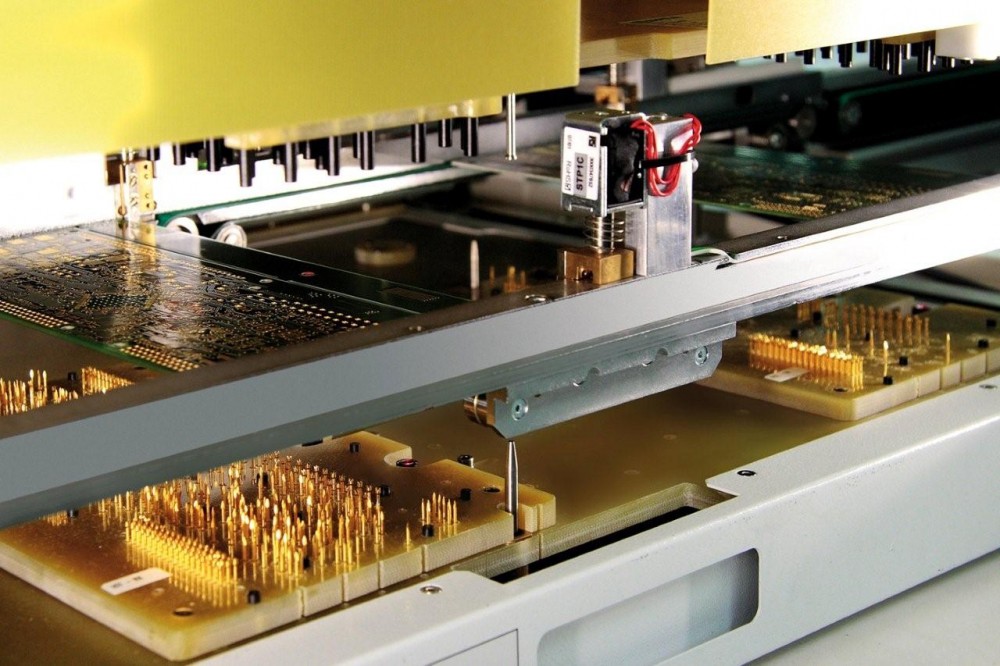
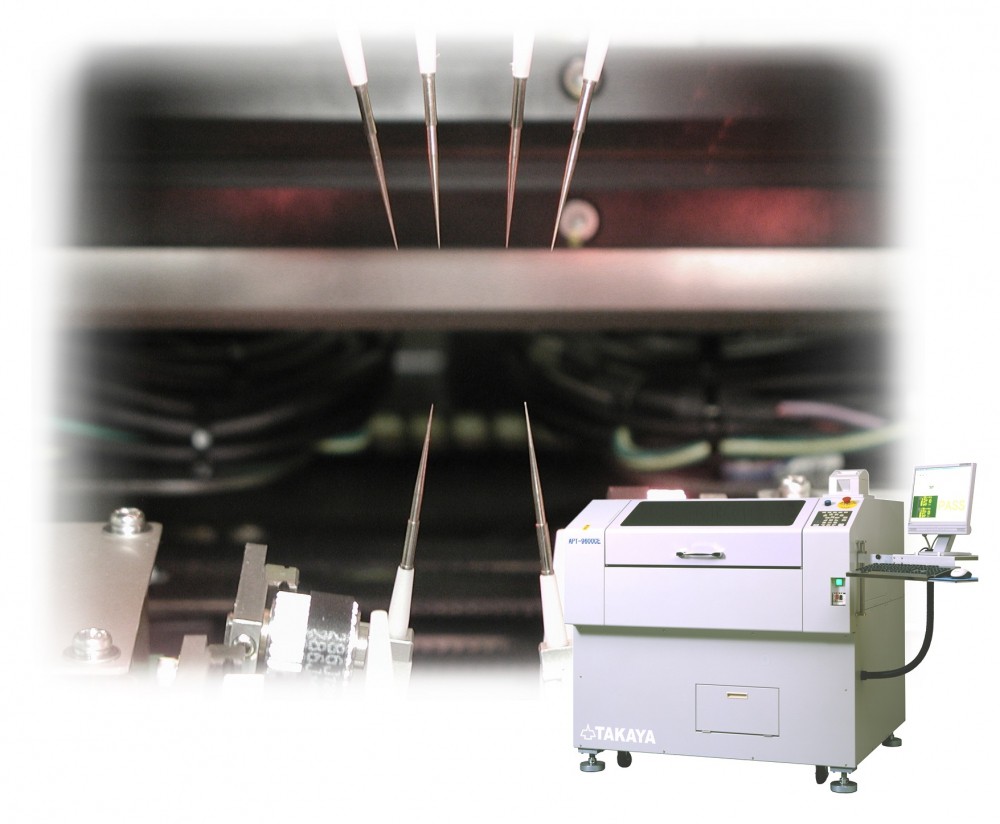
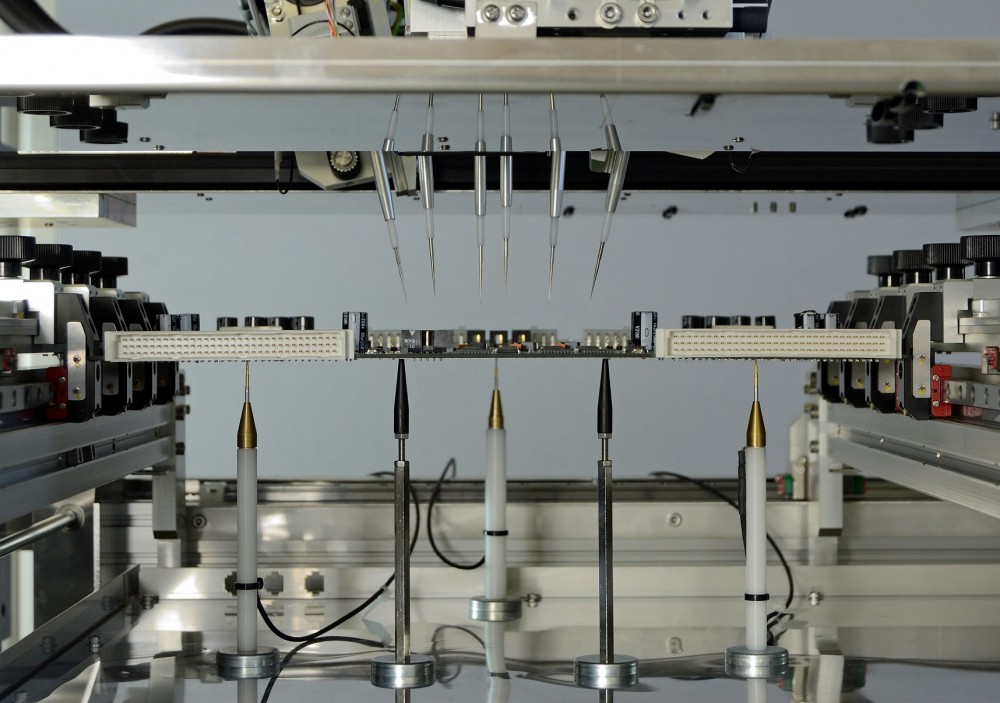
Все они сегодня имеют право на жизнь, так как каждый из них оказывается эффективнее других в зависимости от объемов производства печатных плат, их номенклатуры и требований к качеству продукции, принятых на предприятии. В условиях опытного, мелкосерийного и среднесерийного производства большой номенклатуры узлов на печатных платах практически безальтернативным является метод электрической проверки с применением «летающих щупов».
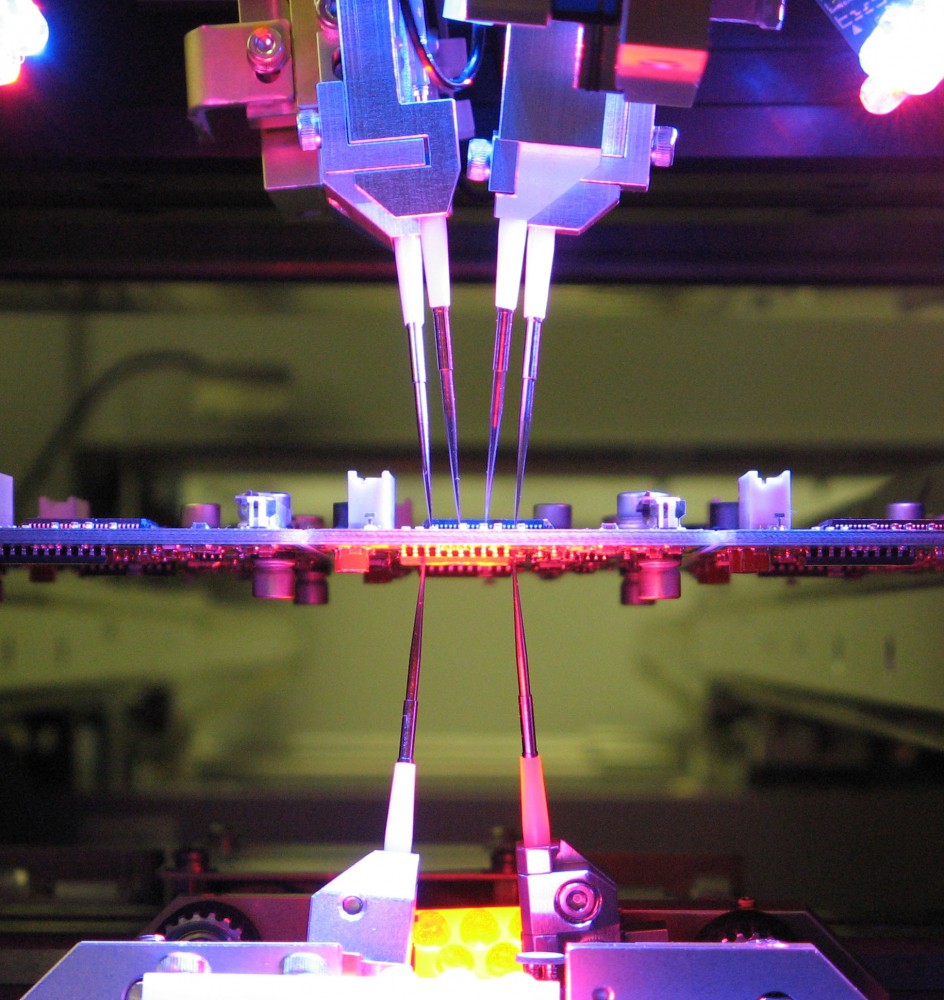
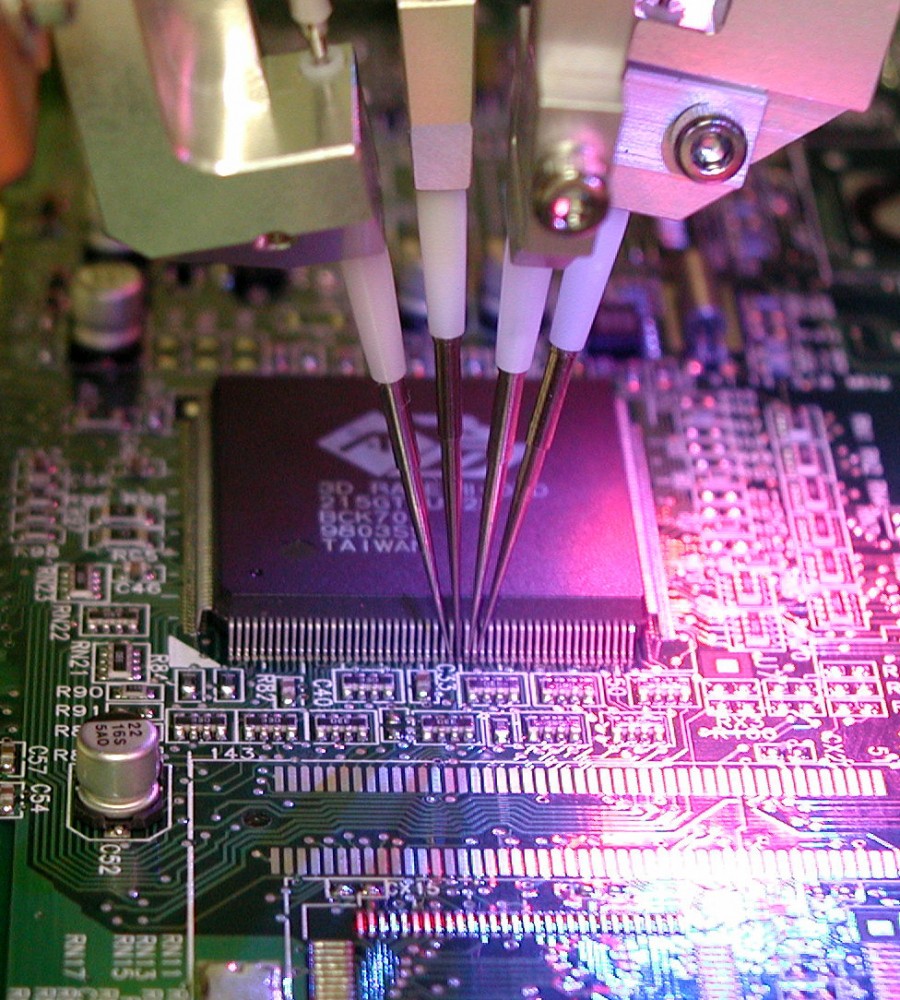
Его основное преимущество в данном случае очевидно — быстрая переналадка оборудования при переходе с одного изделия на другое. Вкупе с возможностью встраивать такое оборудование в конвейерную линию это позволяет снизить производственные издержки и увеличить эффективность процессов изготовления в целом. Ведущие мировые производственные компании (Tbp, Bosch, Siemens, Airbus, British Aerospace, etc.) уже два десятка лет используют подобную технологию проверки качества продукции. За это время сменилось несколько поколений установок с «летающими щупами», которые постоянно совершенствуются, чтобы соответствовать растущим требованиям эксплуатирующих компаний. Российские производственные компании в этом плане сегодня выступают в роли догоняющих. Но в такой ситуации есть и свои плюсы — можно использовать готовые современные решения и многолетний опыт зарубежных компаний, не проходя тот путь поисков и ошибок, которым шли те, кто отрабатывал данную технологию на своих производствах. Плюс ко всему за минувшее время ассортимент установок с «летающими щупами» расширился настолько, что теперь рынок можно поделить на сегменты по многим параметрам: по цене, по производительности, по техническим и точностным характеристикам. Разумеется, самым малочисленным является сегмент высокоточных и скоростных установок, характеристики которых позволяют использовать их для проверки печатных узлов и учитывать особые требования как по качеству монтажа, так и по функциональным параметрам.
Сегодня лидером среди производителей высокоточных систем функционального контроля печатных узлов считается японская компания TAKAYA, чья продукция занимает около 50% мирового рынка подобной техники. Это неудивительно, поскольку именно TAKAYA стала родоначальником технологии «летающих щупов», первой представив в 1986 году подобную установку. Если говорить о российском рынке автоматизированных систем электрического контроля, то в настоящее время он только формируется, ведь спрос на подобные технологии появился у предприятий относительно недавно. Однако в ближайшие годы переоснащение электронных производств и их автоматизация по примеру ведущих мировых производителей неизбежно повлекут за собой увеличение спроса на автоматизированные системы контроля качества продукции в целом и на системы электрического контроля в частности. И здесь, как уже было сказано, у отечественных предприятий есть уникальная возможность использовать успешный мировой опыт по внедрению таких систем.
Так сложилось, что последние полвека безусловными лидерами в области точной механики, электроники и организации эффективных производств остаются японские компании. Это первенство обусловлено многими факторами, в том числе уменьшением производственных потерь из-за выпуска дефектной продукции. Данный фактор, кстати, является одним из принципов концепции «бережливого производства», сформулированной Тайити Оно, одним из создателей системы управления предприятием в компании Toyota, признанным законодателем мод в области эффективного производства.
Уменьшение потерь из-за выпуска дефектной продукции — задача, актуальная и для электронных производств, и для отдельных участков сборки и монтажа печатных узлов. В рамках концепции управления эффективностью производства (Production Efficiency Management) в портфеле «Диполя» имеются комплексные решения для реализации данных задач — 6-е и 7-е поколения установок с «летающими щупами» японской компании TAKAYA.
Сотрудничество «Диполя» как отраслевого интегратора с TAKAYA обусловлено в первую очередь тем, что сегодня TAKAYA — это авангард технологий в области автоматических систем электрического контроля, что подтверждается широчайшим функционалом данных установок и высочайшим уровнем их технических, а главное, точностных характеристик.
Современное контрактное производство электронных блоков и систем предъявляет соответствующие требования к тестовому оборудованию. На первый план выходят возможность быстрой перенастройки, скорость и точность проведения проверки, объемы проверок и минимальные требования к квалификации персонала, осуществляющего контроль. В идеале производитель хочет иметь на выходе конструктивно и функционально завершенный печатный узел, затратив на это минимум усилий и времени. То есть в плане систем проверки и настройки необходимо максимально автоматизировать процессы разработки, входного контроля, выявления дефектов, регулировки и испытаний. И все эти процессы должны быть неотъемлемой частью общего автоматизированного процесса производства. А потому современная система электрического контроля должна быть по-настоящему универсальной, совмещая множество функций, и системы с «летающими щупами» не исключение. Рассмотрим основные из этих функций.
Внутрисхемное тестирование
Технология внутрисхемного тестирования (In-Circuit Testing, ICT) эффективно применяется для тестирования печатных плат (ПП) с конца 1970-х гг. по настоящее время. Этот метод оказался очень удобен не только для тестирования правильности монтажа компонентов на ПП, но и для внутрисхемных измерений параметров компонентов. Внутрисхемным измерением называется измерение параметров смонтированного на поверхности ПП компонента, не предполагающее его демонтажа или отключения от цепей, с которыми он связан в соответствии со схемой ПП. При выполнении внутрисхемных измерений по отношению к пассивным компонентам (резисторам, конденсаторам, индуктивностям и т д.) нет необходимости подавать питание на тестируемую плату. Это позволяет выполнить предварительную сортировку смонтированных плат без риска их значительного повреждения после включения питания при наличии опасных коротких замыканий или неверного монтажа резисторов, перемычек и других проводимостей. При включении питания ПП внутрисхемные измерения могут выполняться и для активных компонентов — как цифровых, так и аналоговых.
Самым прогрессивным методом внутрисхемного тестирования на сегодняшний день является запатентованный компанией Siemens метод узловых импедансов. Суть его заключается в том, что вместо контроля параметров каждого отдельного компонента и физической проверки каждой отдельной связи на ПП система проверяет на соответствие заданным параметрам целые цепи. При обнаружении несоответствия параметров цепи заданным, система автоматически выполняет проверку компонентов, связанных с данной цепью, до тех пор, пока не будет установлен конкретный «виновник» отклонения. При применении данного метода значительно (иногда на порядки) сокращается количество контактов с цепью, что положительно сказывается на времени тестирования и его эффективности. Данная технология позволяет обнаруживать дефекты в цепях, не имеющих физического доступа, выявлять поврежденные статикой компоненты и многие другие дефекты, которые невозможно обнаружить традиционными методами внутрисхемного тестирования.
Технологии IC-Open
Технология подразумевает использование емкостных датчиков для определения отсутствия паяного соединения (непропай). Выявление дефекта при этом возможно с помощью как наведенного сигнала, так и защитных диодов в микросхемах.
Технология IC-Open направлена на обнаружение не припаянных выводов компонентов и дефектов соединений между выводами и кристаллом в микросхемах.
Системы оптического контроля
Наличие данных систем в установках электрического контроля — правило хорошего тона. Они позволяют отслеживать процесс тестирования в режиме реального времени и сами по себе являются действенным инструментом тестирования. Они способны в автоматическом режиме отследить наличие или отсутствие компонентов на своих местах, проверить наличие маркировки компонентов и их полярность, установить соответствие заданных координат компонента его фактическому положению на ПП, считать штрихкоды и 2D-коды, обеспечить подсветку тестовой зоны, а также распознать иную графическую и текстовую информацию на печатной плате.

Внутрисхемное программирование
Возможность внутрисхемного программирования (On Board Programming) должна быть реализована в любой современной автоматической системе внутрисхемного контроля. Внутрисхемное программирование (In-System Programming, ISP) — технология программирования электронных компонентов (ПЛИС, микроконтроллеры и т. п.), позволяющая программировать компонент, уже установленный на ПП.
Главное преимущество технологии — возможность объединить процессы программирования и тестирования при производстве и исключить отдельную фазу программирования компонентов перед окончательной сборкой. Технология также позволяет производителям устройств обойтись без закупки заранее запрограммированных компонентов, выполняя программирование прямо в процессе производства. Кроме того, можно снизить стоимость изготовления и вносить изменения в программируемую часть устройства без остановки производства.
Микросхемы, в которых предусмотрено внутрисхемное программирование, обычно имеют специальную схему, генерирующую необходимые для этой цели напряжения из обычного напряжения питания, а также схему для коммуникации с программатором посредством последовательного интерфейса (большинство микросхем используют вариации протокола JTAG).
Функциональное тестирование
Это, пожалуй, важнейшая часть тестового цикла при проверке ПП. На данном этапе выполняется подача питающих напряжений на плату, контроль тока потребления. На изделие подаются управляющие аналоговые и цифровые сигналы, осуществляется проверка и анализ выходных сигналов, их сравнение с требуемыми параметрами. Здесь же должен быть реализован контроль сигналов в контрольных точках изделия. При необходимости обеспечивается возможность подключения внешней задающей и контрольной аппаратуры с применением широкого спектра интерфейсов.
Периферийное сканирование
Периферийное сканирование (Boundary Scan) — метод тестирования современных собранных печатных плат. Используя предназначенную для этого тестовую логику, внедренную в огромное количество современных ИМС, периферийное сканирование проверяет, корректно ли установлен и припаян каждый компонент платы. Технология периферийного сканирования способна существенно увеличить тестовое покрытие сложных изделий, особенно содержащих большое количество компонентов BGA.
Несмотря на относительное многообразие установок с «летающими щупами», представленных сегодня на рынке, очень немногие на должном уровне сочетают весь перечисленный функционал, а тем более способны дополнительно предложить набор функций, направленных на реализацию узкоспециализированных потребностей современных производств. Именно это и отличает системы внутрисхемного электрического контроля TAKAYA — они совмещают самый широкий набор тестовых функций, возможность индивидуализации под конкретные задачи производства и высочайший класс характеристик. Как уже было сказано, сегодня «Диполь» готов предложить несколько решений для комплексного тестирования печатных узлов. База для этих решений — системы TAKAYA, каждая из которых заточена под свои объемы производства и специфику выпускаемых печатных узлов.
Основной системой линейки TAKAYA является установка TAKAYA APT-9411.

Забегая вперед, следует сказать, что понятие «базовая» отнюдь не означает занижение характеристик относительно «старших» моделей. Комплекс APT-9411 включает набор опций, необходимый и достаточный для того вида производства, для которого он предназначен. В данном случае речь идет о мелкосерийном изготовлении большой номенклатуры печатных узлов с преимущественно односторонним расположением компонентов. APT-9411 характеризуется беспрецедентно низкими временными затратами на программирование и наладку, что позволяет осуществлять быстрый переход от одного изделия производственной программы к другому. В совокупности с полным набором тестового функционала, описанного выше, это делает систему APT-9411 оптимальным решением для мелкосерийных производств.
Дальнейшим развитием технологии «летающих щупов» стала система TAKAYA APT-9600.
Обладая всем функционалом установки APT-9411, TAKAYA APT-9600 все же принадлежит к системам несколько иного уровня благодаря возможности полноценной работы с печатной платой одновременно с двух сторон и расширенному списку опций, позволяющих сделать TAKAYA APT-9600 поистине многофункциональной системой, идеально адаптированной к задачам производства сложных печатных узлов мелких и средних серий. Программный комплекс, управляющий работой APT-9600, как и на всех установках TAKAYA, разработан таким образом, чтобы максимально упростить процессы программирования и наладки, тем самым свести к минимуму время на подготовку к тестированию нового типа изделий.
Новым поколением систем с «летающими щупами» можно считать установку TAKAYA APT-1400.

Иная конфигурация линейных приводов «летающих щупов», их увеличенное количество, серьезно модернизированная аппаратная и программная часть установки — все это делает TAKAYA APT-1400 лидером в части скорости осуществления проверок (на 30–50% быстрее обычных систем) и их точности. Благодаря этим свойствам TAKAYA APT-1400 наиболее эффективна в условиях среднесерийного производства печатных плат с высокой плотностью размещения элементов. Кроме того, расширенная площадь зоны тестирования позволяет системе TAKAYA APT-1400 работать с печатными платами увеличенных размеров.
Возвращаясь к теме сокращения затрат в производстве и увеличения его эффективности, необходимо резюмировать все вышесказанное. Экономические реалии сегодняшнего дня диктуют жесткие требования к организации производства, его автоматизации, гибкости и в конечном счете прибыльности. Для обеспечения высоких показателей по каждому из этих аспектов недостаточно просто наполнить производство оборудованием и ждать результатов. Необходим тщательный расчет и индивидуализация каждого элемента производственной линии. Опыт ведущих мировых компаний-изготовителей показывает, что будущее за комплексным построением автоматизированных производств на базе многофункциональных высокоточных систем. Особенно эта тенденция проявляется, когда речь заходит о системах внутрисхемного контроля и тестирования, поскольку именно они являются важным, а зачастую и единственным инструментом, позволяющим создать продукцию высочайшего качества. Именно поэтому, ставя целью сокращение издержек и потерь в производстве, следует делать выбор в пользу наиболее эффективных инструментов обеспечения качества продукции. В области тестирования и контроля печатных узлов сегодня таким инструментом объективно являются системы внутрисхемного контроля TAKAYA.
Официальный сайт Группы компаний "Диполь": https://www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Контроль, испытания, исследования Электрический контроль Система с летающими пробниками Takaya
Читайте также
 Не выдержать напряжения. Почему нельзя подключать электронные нагрузки последовательно? Базовые понятия и подходы в использовании источников питания, современные решения и уникальные функции, помогающие решить самые сложные задачи, возникающие при тестировании
Не выдержать напряжения. Почему нельзя подключать электронные нагрузки последовательно? Базовые понятия и подходы в использовании источников питания, современные решения и уникальные функции, помогающие решить самые сложные задачи, возникающие при тестировании  Испытания низкого питания Необходимость и проблемы испытания изделий на базе технологии Bluetooth Low Energy
Испытания низкого питания Необходимость и проблемы испытания изделий на базе технологии Bluetooth Low Energy  А теперь для протокола LoRaWAN является быстроразвивающейся и относительно новой беспроводной технологией, предлагаемой союзом LoRa Alliance для беспроводных сетей связи дальнего радиуса действия
А теперь для протокола LoRaWAN является быстроразвивающейся и относительно новой беспроводной технологией, предлагаемой союзом LoRa Alliance для беспроводных сетей связи дальнего радиуса действия 