Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
АСУП на «Орбите». Контроль процесса производства кабельных сборок с помощью автоматизированный системы

Алексей Гладких, руководитель проектов направления «Решения для производства кабельных сборок и жгутов» GladkihAA@dipaul.ru
Сейчас, когда высокотехнологичные производственные площадки мирового рынка диктуют свои правила игры, предприятия Российской Федерации особенно нуждаются в повышении своих показателей и всестороннем развитии.
В настоящее время основными показателями эффективности производственных процессов на предприятии являются:
-
максимальная загрузка мощностей;
-
высокий уровень ритмичности и синхронизации производства;
-
рациональное использование материальных ресурсов;
-
эффективное использование основных фондов, оборотных средств и капиталовложений;
-
высокое качество продукции.
В журнале «Эксперт +» мы не раз утверждали, что удовлетворение повышенных требований к качеству, бесперебойность сложных производственных процессов, всесторонняя увязка и синхронизация операций достигаются использованием на предприятии комплексных систем оперативного управления производственным процессом, позволяющих решать задачи эффективной организации работы всех подразделений, участков, цеха и производственной площадки в целом.
В данном случае мы говорим о производственной площадке по изготовлению кабельной продукции. Этот тип производства разнообразен и, кроме производственного процесса, связан с процессами МТО, сервисного обслуживания производства, планирования и управления ресурсами, взаимодействием участников, конструкторских и технологических разработок.
АО «НПО ИТ» (г. Королев) — ведущее предприятие по производству телеметрической и датчиковой аппаратуры, микроэлектроники для ракетно-космической техники — создало на своей производственной площадке цех по отработке перспективных технологий и изготовлению мелкосерийных партий кабельной продукции, в котором предусмотрены два сборочно-монтажных участка, участок мерной резки проводов, участок заливки разъемов, складские помещения и помещения хранения оснастки, отдел ОТК и др.
На данном предприятии (как и на большинстве других) ранее был организован технологический процесс по изготовлению кабельной продукции, но он являлся устаревшим, так как в процессе производства почти не использовались автоматические машины, автоматизированные системы типа САПР, АСУ, АСУТП и объединение систем и машин в так называемый единый кроссплатформный комплекс. На подобных предприятиях чаще всего проводится точечная автоматизация, которая решает только локальные задачи и не удовлетворяет реальные потребности производственной площадки в целом. Нужно признать, что автоматизация процесса на сегодня является частностью и не применяется повсеместно.
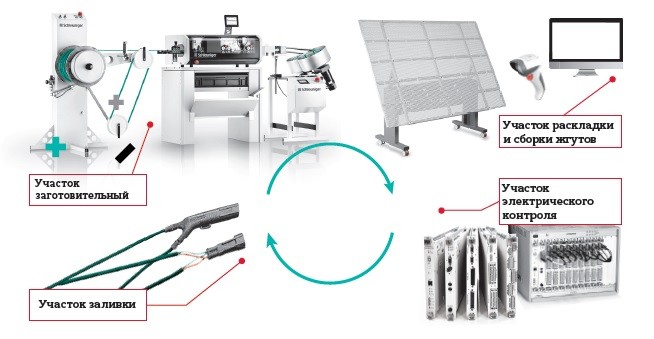
Рис.1. Единый автоматизированный комплекс
Учитывая сказанное, специалисты «НПО ИТ» запланировали автоматизировать не только основные участки кабельного цеха, хотя это является основополагающей задачей в комплексной автоматизации, но и производственного цеха в целом, используя на этапах разработки и производства систему автоматизированного проектирования, подготовки производства, систему управления, планирования на уровне производства и цеха. При этом предполагалось придерживаться идеи единого информационного комплекса, позволяющего консолидировать данные об изделии в общем информационном и машинном пространстве. Реализация этого подхода позволила бы решить задачи синхронизации, координации, анализа и оптимизации выпускаемой продукции.
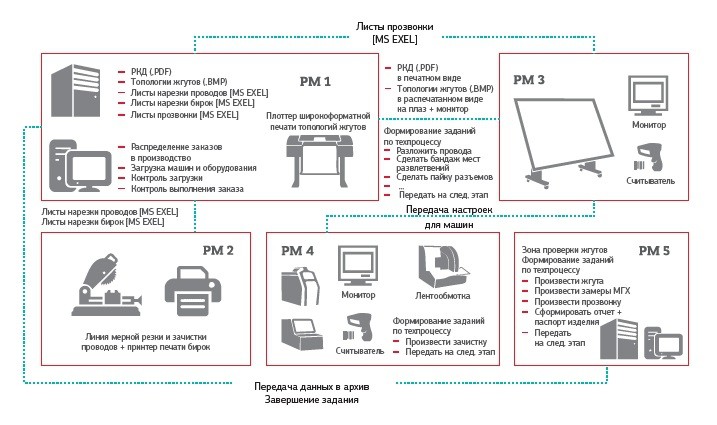
Рис. 2. Единый кроссплатформный комплекс

Рис. 3. Функциональные блоки платформы «Орбита: Управление производством»
Для решения вышеперечисленных задач компания «НПО ИТ» обратилась к специалистам «Диполя», которые предложили комплексное решение, позволяющее автоматизировать необходимый единый информационный комплекс на базе АСУП «Орбита: Управление производством» (рис. 3).
«Орбита» автоматизирует процессы в части управления заказами на изготовление продукции, технической подготовки и планирования производства, материально-технического снабжения, а также тесно интегрирована с автоматическим оборудованием и автоматизированными системами более высокого уровня. АСУП базируется на международной методологии Планирования производственных ресурсов с учетом специфики планирования и управления на предприятиях РФ и позволяет формировать всю необходимую техническую документацию согласно ГОСТ и ОСТ, начиная от техПроцесса и заканчивая паспортом изделия.
На основе этого решения возможно создание в кабельном цеху информационного и машинного комплекса, связывающего технологическое оборудование в едином кроссплатформном пространстве, повышающем уровень оперативного планирования и управляемость производственного процесса, сохранность и актуальность документов.
Рис. 4. Этапы разработки и производства кабельной сборки
«Орбита» обеспечивает решение следующих задач:
-
эффективное управление производством на уровне цеха;
-
прозрачность деятельности сотрудников;
-
оптимизация техпроцессов;
-
поддержка системы контроля;
-
накопление информации, управление данными;
-
обеспечение безопасности;
-
формализация деятельности каждого сотрудника;
-
контроль ключевых показателей эффективности;
-
минимизация бумажного документооборота.
С помощью системы «Орбита: Управление производством» автоматизируются следующие процессы:
-
контроль состояния и распределения ресурсов;
-
оперативное детальное планирование и контроль реальных сроков выпуска;
-
расчет единого оперативного плана;
-
выдача и контроль исполнения заданий;
-
управление персоналом;
-
управление производственными фондами;
-
сбор и хранение данных;
-
производственный документооборот;
-
отслеживание истории изделия;
-
управление процессами, нормативно-справочной информацией и т.д.
«Орбита: Управление производством» состоит из базового модуля, графического редактора, приложения «Управление–планирование», а также специализированных модулей «Раскладка», «Участок прозвонки», «Участок нарезки» и «Склад». Рассмотрим их функциональные возможности подробнее.
Базовый модуль включает:
- готовые справочники (изделия, сотрудники, участки, рабочие места, оборудование, инструмент, операции);
-
формирование техпроцессов на изготовление изделий;
-
возможность формирования заказов в производство;
-
возможность передачи заданий на рабочие места;
-
возможность передачи установок оборудования;
-
возможность задания и контроля нормативной и фактической трудоемкости изготовления;
-
возможность печати карточек доступа;
-
возможность формирования электронного паспорта изделия;
-
возможность контроля доступа сотрудников к рабочим местам.
Графический редактор (САПР) осуществляет формирование:
- топологии жгута;
-
листов нарезки;
-
таблицы соединений;
-
базы данных материалов и комплектующих (провода, соединители)
-
базы данных изделий.
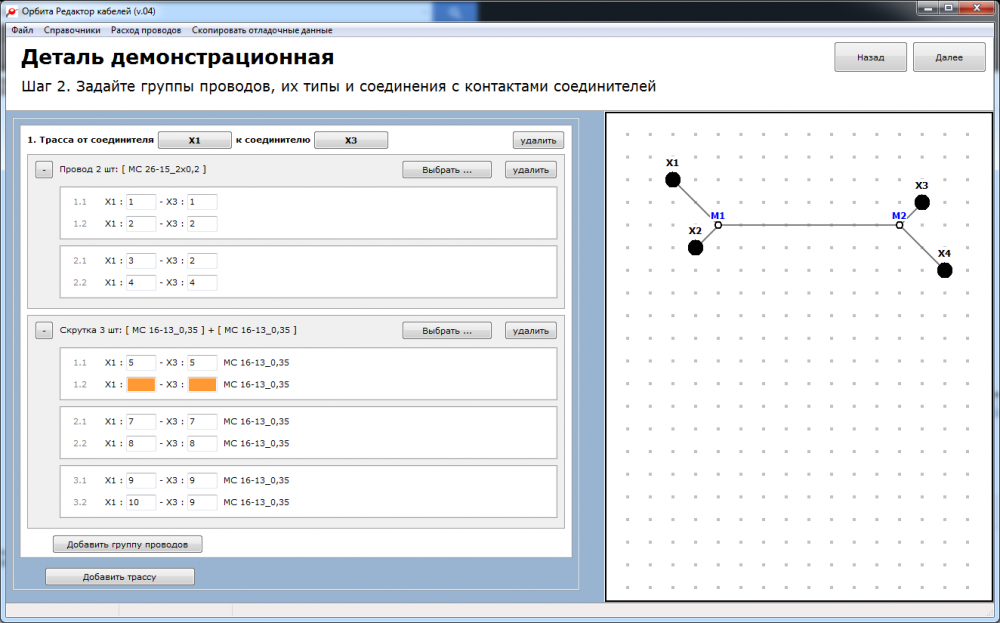
Рис. 5. Графический редактор. Создание эскиза кабельной сборки
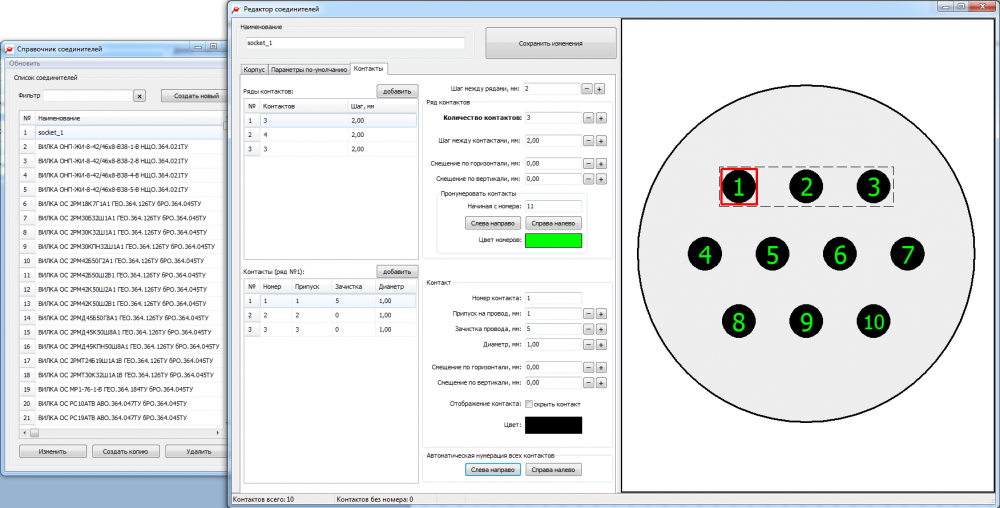
Рис. 6. Графический редактор. Создание соединителя в электронном виде
Приложение «Управление–планирование» позволяет контролировать движение заказа на всех этапах изготовления и осуществляет:
-
формирование диаграммы Ганта;
-
формирование диаграммы заказов в производстве;
-
оценку загрузки производства;
-
планирование загрузки производства.
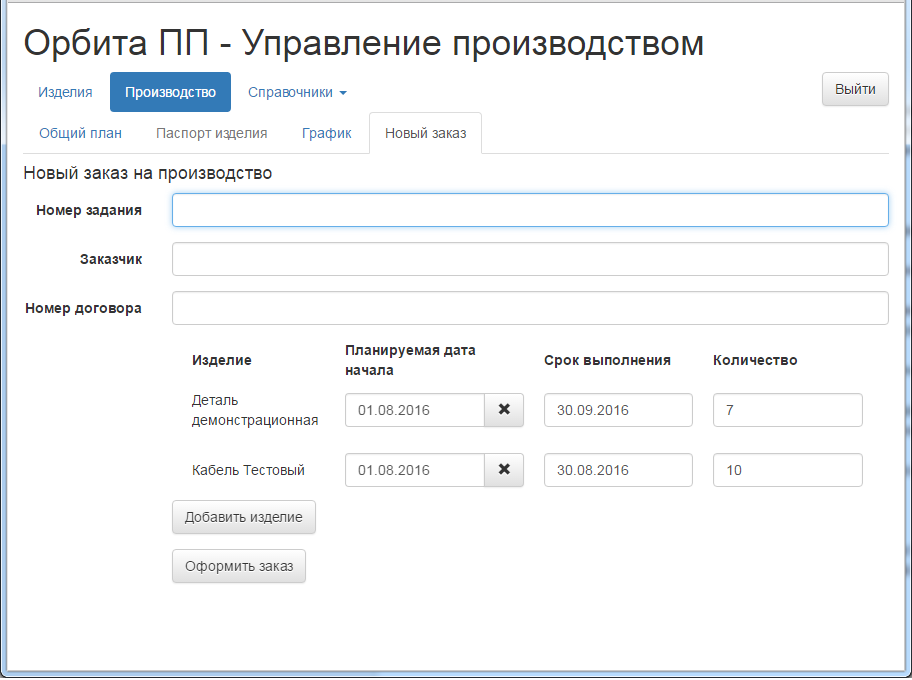
Рис. 7. Запуск изделия в производство
«Раскладка» — специализированный модуль, включающий следующий индивидуальный функционал:
-
загрузка на экран топологии жгута;
-
добавление элементов на топологию (схемы распайки, информация о соединителях);
-
подсветка пути прокладки провода в жгуте;
-
вывод на экран адресации.
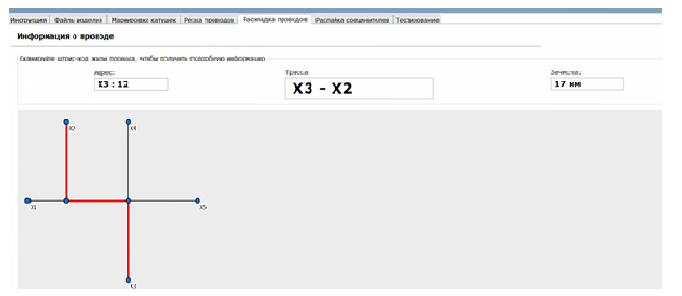
Рис. 8. Визуализация раскладки кабельной сборки
«Участок прозвонки» — специализированный модуль, включающий следующие возможности:
-
автоматическая передача таблиц соединений;
-
контроль доступа оператора на участке;
-
контроль загрузки оборудования в процессе работы;
-
формирование протоколов тестирования изделий.
«Участок нарезки» — специализированный модуль, включающий следующий функционал:
-
автоматическая передача листов нарезки проводов;
-
контроль доступа оператора на участке;
-
контроль загрузки оборудования в процессе работы.
«Склад» — специализированный модуль, позволяющий в реальном времени вести контроль движения материала и включающий следующие возможности:
-
формирование базы данных материалов и комплектующих;
-
ведение остатков;
-
выведение технологической маркировки;
-
контроль движения материалов;
-
печать технологических бирок.
АСУП «Орбита: Управление производством» состоит из нескольких базовых специализированных автоматизированных рабочих мест (АРМ), обеспечивающих следующий функционал:

Рис. 9.
АРМ Перемотки:
-
ведение справочника катушек;
-
работа с изделием;
-
управление работой с изделием.
АРМ Нарезки:
-
управление данными о материалах;
-
работа с изделием;
-
управление работой с изделием;
-
работа с КД и ТД;
-
работа с управляющей программой оператора.
АРМ Сборщика:
-
загрузка на экран топологии жгута;
-
подсветка пути прокладки провода в жгуте;
-
вывод на экран адресации;
-
работа с изделием;
-
управление работой с изделием.
АРМ Монтажника:
-
загрузка на экран топологии жгута;
-
подсветка пути прокладки провода в жгуте;
-
вывод на экран адресации;
-
работа с изделием;
-
управление работой с изделием.
АРМ Лентообмотка и оплетение:
-
работа с изделием;
-
управление работой с изделием
АРМ Распайки:
-
загрузка на экран топологии жгута;
-
добавление элементов на топологию (схемы распайки, информация о соединителях);
-
работа с изделием;
-
управление работой с изделием.
АРМ Тестирования:
-
автоматическая передача таблиц соединений;
-
контроль доступа оператора на участке;
-
контроль загрузки оборудования в процессе работы;
-
формирование протоколов тестирования изделий.
АРМ Мастера:
-
контроль и подготовка рабочих мест;
-
работа с изделием;
-
оперативное управление работой с изделием;
-
редактирование данных.
АРМ Начальника производства:
-
работа с изделием;
-
управление работой с изделием;
-
планирование на смену, день, неделю;
-
редактирование данных;
-
управление и формирование отчетов и протоколов.
АРМ Технолога:
-
создание техпроцесса;
-
редактирование техпроцесса;
-
создание типовых техпроцессов.
АРМ Конструктора:
-
работа с графическим редактором;
-
создание и формирование топологии жгута;
-
создание и формирование листов нарезки;
-
создание и формирование таблиц соединений;
-
создание и формирование таблиц маркировки.
АРМ Администратора:
-
работа с базами;
-
редактирование и контроль справочников;
-
создание и ведение справочников;
-
контроль прав доступа;
-
выдача и организация ролей.
Внедрение на АО «НПО ИТ» системы «Орбита: Управление производством» позволит осуществить следующие процедуры:
-
моделирование технологических процессов;
-
моделирование кабельных сборок и соединителей;
-
помощь при раскладке жгута в виде визуализации топологии кабельной сборки на рабочем месте сборки и монтажа;
-
планирование загрузки производства;
-
контроль и управление состоянием заказа;
-
контроль доступа к оборудованию и к специализированным АРМ;
-
автоматическая подгрузка программ для оборудования (листы нарезки проводов, листы прозвонки, таблицы соединений, таблицы маркировки);
-
формирование электронного паспорта изделия и разного рода отчетной документации;
-
формирование пакета технической документации согласно ГОСТ, ОСТ.
АСУП «Орбита» обеспечивает общеорганизационные изменения в ведении бизнеса предприятия, позволяет внедрить прогрессивные методы планирования и контроля хода производственного процесса, свести брак производства к минимуму, оптимизировать производство, понизить конечную себестоимость готовой продукции.
Официальный сайт Группы компаний "Диполь": https://www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Производство кабелей, жгутов, моточных изделий Вязка жгутов НПО «Орбита» Автоматизация процесса сборки жгутов
Читайте также
 Производство кабельных сборок и жгутов Современные технологии приходят на смену ручному труду
Производство кабельных сборок и жгутов Современные технологии приходят на смену ручному труду  Объять необъятное. Экранирование жгутов — решение сложных задач Экранирование является важнейшим этапом технологического цикла производства кабельных сборок и жгутов
Объять необъятное. Экранирование жгутов — решение сложных задач Экранирование является важнейшим этапом технологического цикла производства кабельных сборок и жгутов  Требуйте заливки. Герметизация — современная защита жгутовых сборок В настоящее время для повышения живучести кабельной сборки в условиях агрессивной среды широко используется технология герметизации соединителей методом заливки с применением различных смол и компаундов
Требуйте заливки. Герметизация — современная защита жгутовых сборок В настоящее время для повышения живучести кабельной сборки в условиях агрессивной среды широко используется технология герметизации соединителей методом заливки с применением различных смол и компаундов