



Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
Избежать ремонта: технология процесса

Материал подготовила Ксения Бунатян, руководитель направления контрольного оборудования компании «Диполь». Перевод: Артем Вахитов
За последние годы вышло множество публикаций, посвященных контролю миниатюрных деталей и компонентов печатных узлов. Уменьшение размеров компонентов влечет необходимость сужать допуски на параметры технологических процессов и совершенствовать как технологическое оборудование, так и сами процессы. Габариты посадочного места компонента типоразмера 0201 составляют всего 300×600 мкм. Каковы же тогда размеры наносимого слоя паяльной пасты? Для компонентов в корпусах µBGA и CSP его диаметр может начинаться от 200 мкм. Чем меньше и легче компонент, тем выше вероятность его вздыбливания (tombstoning) в результате установки на контактные площадки с неодинаковыми размерами слоя паяльной пасты (рис. 1). Традиционно при проектировании систем управления технологическим процессом в контур обратной связи включались только автоматы установки компонентов. Но паяльная паста находится в основе процесса пайки, поэтому операцию ее нанесения также следует включить в систему управления. При этом недостаточно только определять присутствие или отсутствие паяльной пасты, необходимо также измерять высоту, площадь и объем ее слоя.
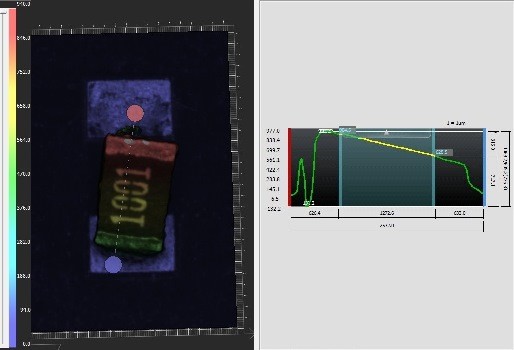
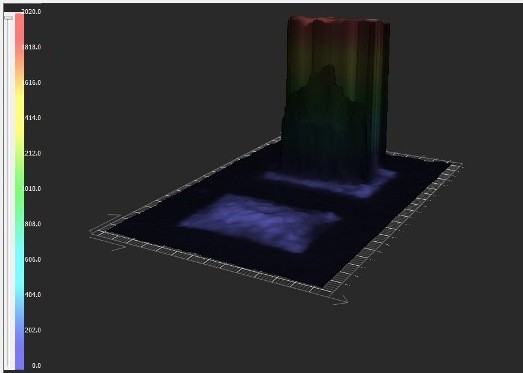
Рис. 1. Дефект «надгробный камень»
Технологический процесс поверхностного монтажа (SMT) состоит из двух основных подпроцессов: нанесение (печать) паяльной пасты и установка компонентов. Теоретически пайка оплавлением может рассматриваться как третий подпроцесс, но она, как правило, не является значимым источником дефектов. Печь для пайки оплавлением работает как преобразователь дефектов: если на ее входе присутствуют какие-то отклонения (например, сдвиг компонентов), на выходе компоненты располагаются правильно, и наоборот, если компонент установлен ровно на контактные площадки с неравномерно нанесенной паяльной пастой, результатом является вздыбливание.
В последние годы установке компонентов уделялось серьезное внимание, и целый ряд компаний, специализирующихся на оборудовании автоматизированного оптического контроля и установки компонентов, работал над ее включением в систему статистического управления технологическим процессом по замкнутому контуру. В результате удалось заметно усовершенствовать процесс установки компонентов и повысить вероятность обнаружения отклонений от заданных параметров. При этом процессу трафаретной печати паяльной пасты придавалось недостаточное значение. В стандарте IPC 610 определены допуски на положение компонентов для поверхностного монтажа и объем припоя. Допусками из стандартов IPC можно пользоваться при измерении положения компонентов до пайки оплавлением, но для технологического процесса трафаретной печати параметры управления не определены. Общепринятые нормы на объем или смещение отпечатков паяльной пасты отсутствуют.
Признанный эксперт в области производства трафаретных принтеров, компания Speedline, опубликовала план и результаты эксперимента по оценке эффектов сдвига компонентов и смещения отпечатков паяльной пасты при пайке паяльными пастами на основе бессвинцовых и оловянно-свинцовых припоев. Выводы содержали, в частности, следующие утверждения: 1) доля дефектов, обусловленных смещением отпечатков паяльной пасты, в 2 раза превышает долю дефектов, обусловленных сдвигом компонентов; 2) при использовании паяльной пасты A на основе оловянно-свинцового припоя не было выявлено ни одного дефекта в паяльном узле с компонентами типоразмера 0402 (сдвиг компонентов). При использовании паяльных паст A и B на основе бессвинцовых припоев доля дефектов в печатном узле составила 20%. Это указывает на то, что пасты на основе бессвинцовых припоев требуют более высокой точности трафаретной печати и установки компонентов по сравнению с пастами на основе оловянно-свинцовых припоев. Тем самым высвечивается проблема сдвига отпечатков паяльной пасты — всего одна проблема, которая способна стать причиной множества дефектов. Подтверждается и широко обсуждаемый тезис о том, что пайка оплавлением может маскировать погрешности трафаретной печати и установки компонентов. Следовательно, после перехода на бессвинцовые припои эти погрешности обернутся дефектами на выходе с технологической линии.
Автоматизированный оптический контроль, выполняемый после установки компонентов (или перед пайкой оплавлением), применяется уже на протяжении ряда лет во многих компаниях — особенно в тех, чей подход к производству основан на управлении технологическими процессами. Существующее оборудование отвечает основным требованиям к системе контроля: малое время программирования, работа на скорости технологической линии и приемлемая частота ложных срабатываний (отбраковок). Системы измерения геометрических параметров компонентов встраиваются в технологическую линию поверхностного монтажа для того, чтобы устранить систематические дефекты процесса установки компонентов и обеспечить выявление случайных дефектов. Если процесс установки хорошо налажен, частота дефектов не превышает 20 ppm. Если после установки системы автоматизированного оптического контроля добавятся ложные срабатывания в объеме 20 ppm или больше, это будет отвлекать оператора от реальных проблем на технологической линии.
Основная задача при установке компонентов — точное их позиционирование по X/Y-координатам. Это задача двумерная.
Трафаретная печать паяльной пасты — трехмерная задача, так как в этом случае одного только правильного расположения отпечатка в плоскости недостаточно. Соответственно, трехмерной задачей является и измерение параметров качества нанесения паяльной пасты. Чтобы обнаружить все возможные отклонения от заданных параметров технологического процесса помимо смещения отпечатка по осям X и Y, необходимо также измерить высоту, площадь и объем каждого отпечатка.
Почему третье измерение столь важно при контроле качества нанесения паяльной пасты? Отклонения в ходе этого процесса, такие как недостаток или избыток паяльной пасты, приводят к возникновению дефектов на этапе после пайки, определенных в стандарте IPC 610. Недостаточный объем паяльной пасты трудно выявить при автоматизированном оптическом контроле после пайки и невозможно путем внутрисхемных измерений. Между тем паяные соединения с этим дефектом первыми отказывают в ходе эксплуатации. Затраты на ремонт огромны в сравнении со стоимостью оборудования, а ущерб от потери доверия клиентов вообще неизмерим в денежном выражении. Кроме того, может возникать ряд других отклонений, таких как «собачьи уши» (рис. 2) или «хвосты». Если эти «хвосты» слишком длинные, они оседают и образуют перемычки с соседними контактными площадками. Выявление подобных дефектов может быть затруднено, особенно если они затрагивают выводы компонента в корпусе QFP.
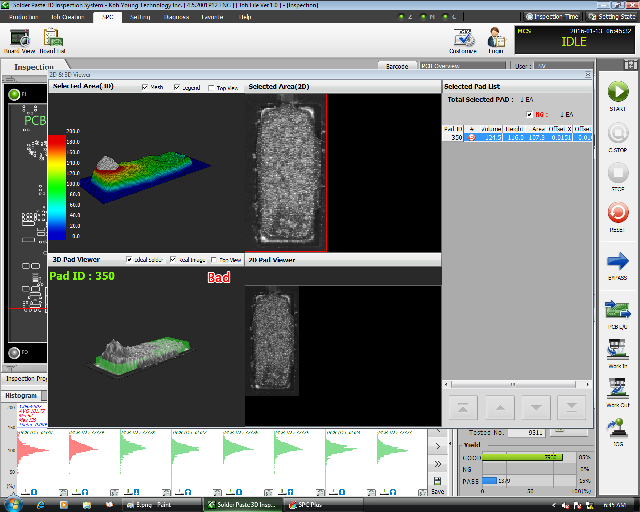
Рис. 2. Дефект «собачьи уши»
С ростом количества скрытых паяных соединений, например в связи с использованием компонентов типа BGA, CSP (корпус, соизмеримый с размером кристалла) или FlipChip (с перевернутым кристаллом), важность измерения и контроля параметров качества нанесения паяльной пасты только повышается. Обнаружение дефектов на этих компонентах или под ними требует дорогостоящего рентгеновского оборудования, а процесс ремонта гораздо более деликатный и длительный, чем в случае видимых паяных соединений. Продолжительное воздействие тепла может привести к повреждению как самого BGA-компонента, так и области вокруг него. При использовании бессвинцовой технологии температура пайки выше, а эффективная длительность временного окна теплового воздействия (от расплавления до повреждения компонента) — меньше.
Тогда зачем устанавливать обычно дорогостоящий компонент на участок с некачественным отпечатком паяльной пасты, если это можно предотвратить?
Можно возразить, что процесс с фактической частотой дефектов 20–30 ppm не требует особого дополнительного контроля, но статистическое управление технологическим процессом по выборке изделий не позволит снизить частоту дефектов. На уровне 20 ppm все систематические погрешности устранены, и возникают только случайные дефекты. Их нельзя обнаружить путем выборочного контроля, необходим сплошной контроль.
Сам по себе технологический процесс трафаретной печати предусматривает множество параметров, влияющих на результат. Скорость и давление принтера в большинстве случаев подбирают эмпирическим путем, но помимо этого результат определяется также вязкостью паяльной пасты, временем открытия, влажностью окружающего воздуха и периодичностью очистки. Количественно охарактеризовать влияние этих параметров труднее. Следовательно, измерение сразу после печати позволит своевременно определить, годится ли печатная плата для дальнейшей обработки. Пожалуй, время автоматического управления трафаретной печатью паяльной пасты по замкнутому контуру еще не пришло, но оператор может расшифровывать данные измерений и на их основании управлять системой в параметрическом режиме. Таким образом, можно оперативно оценить результат изменения параметров трафаретного принтера и определить наилучшие параметры. За счет этого сокращается время наладки технологического процесса и выхода на серийное производство.
Точные измерения — необходимое условие статистического управления технологическими процессами (SPC). Повторяемость и воспроизводимость результатов должны быть чрезвычайно высоки, поскольку статическое управление по выборке, содержащей чрезмерное количество ложных срабатываний, бессмысленно. Поэтому определение параметров качества нанесения паяльной пасты следует относить скорее к измерениям, а не к контролю. При контроле полагаются на анализ «в оттенках серого», а при измерениях — на результаты в численном выражении.
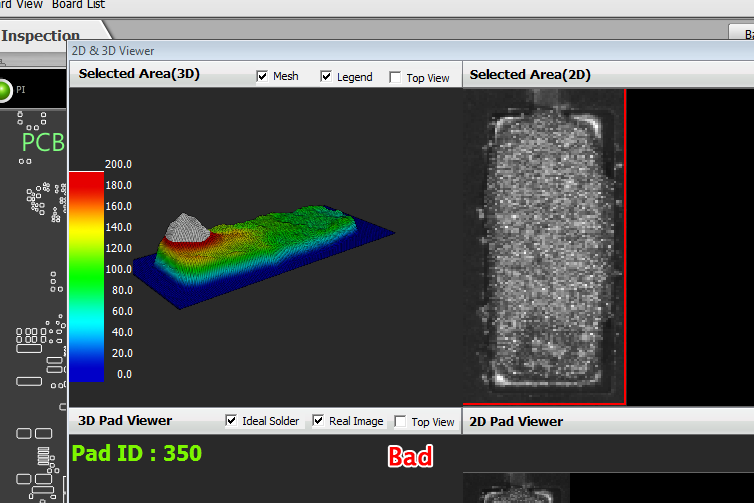
На рынке трехмерного измерения параметров качества нанесения паяльной пасты присутствует несколько технологий. Две основные технологии — лазерная триангуляция (рис. 3) и проецирование белой световой сетки, или многочастотный муар, (рис. 4), обычно применяются в сочетании с интерферометрическими методами. Лазерные системы, используемые в качестве сканеров, выдают всего один набор данных на каждую точку измерения. Проекторы муара регистрируют несколько изображений и выдают по несколько наборов данных на каждый участок, благодаря чему результаты измерения оказываются надежнее, а доля ложных срабатываний — меньше. Это, как правило, подтверждается большей повторяемостью и воспроизводимостью результатов. Проекторы муара обычно нечувствительны к цвету печатной платы, а красные лазеры могут затруднять работу с печатными платами темных и других цветов, и тем более красных.
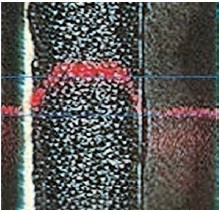
Рис. 3. Измерение при помощи лазера
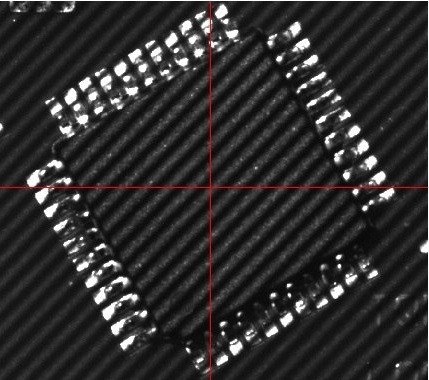
Рис. 4. Измерение при помощи многочастотного муара
Для того чтобы встраивание таких систем в производственную линию было целесообразным, они должны удовлетворять вышеупомянутым критериям: малое время программирования, работа на скорости линии и отсутствие ложных срабатываний. За последние несколько лет системы контроля и измерения параметров качества нанесения паяльной пасты были значительно усовершенствованы, и теперь их можно полностью интегрировать в производственную линию, чтобы инженеры-технологи и операторы могли получать ценную обратную связь для статистического управления производственным процессом.
Технологический процесс поверхностного монтажа (SMT) состоит из двух основных подпроцессов: нанесение (печать) паяльной пасты и установка компонентов. Управление обоими этими подпроцессами не только идеальный вариант, но и единственная стратегия достижения максимально возможного выхода готовых изделий. При фактической частоте дефектов в 20 ppm очевидно, что для выявления всех случайных дефектов необходим сплошной контроль. Кроме того, измерительные системы в составе технологической линии помогут предотвращать дефекты и исключать проникновение дефектных изделий на последующие технологические участки. Упрощать процесс контроля всегда желательно, но уменьшение числа дефектов посредством сложного контрольно-измерительного оборудования позволит снизить затраты на отладку и проверку сложных цепей силами высококвалифицированных специалистов-ремонтников. Финансовые и трудовые затраты на поиск и исправление смещенного отпечатка паяльной пасты или сдвинутого компонента незначительны по сравнению с тем, во что обходится контроль на более поздних стадиях.
Полностью избавиться от контроля на выходе с производственной линии нельзя, но управление производственным процессом — один из лучших способов достичь максимально возможного выхода годных изделий. Качество продукции не обеспечить за счет ремонта: оно должно быть заложено в производственном процессе.
Автор выражает благодарность президенту Christopher Associates Мэтью Т.Хольцману (Matthew T.Holzmann) за предоставленные материалы.
Официальный сайт Группы компаний "Диполь": www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Производство электроники Контроль качества сборки электронных модулей Контроль качества нанесения паяльной пасты (SPI) Автоматическая система контроля качества нанесения паяльной пасты (SPI)
Читайте также
 Контроль уровня ионных загрязнений Контроль уровня ионных загрязнений как элемент управления технологическим процессом сборки электронных узлов с соблюдением критериев «6 сигма»
Контроль уровня ионных загрязнений Контроль уровня ионных загрязнений как элемент управления технологическим процессом сборки электронных узлов с соблюдением критериев «6 сигма» 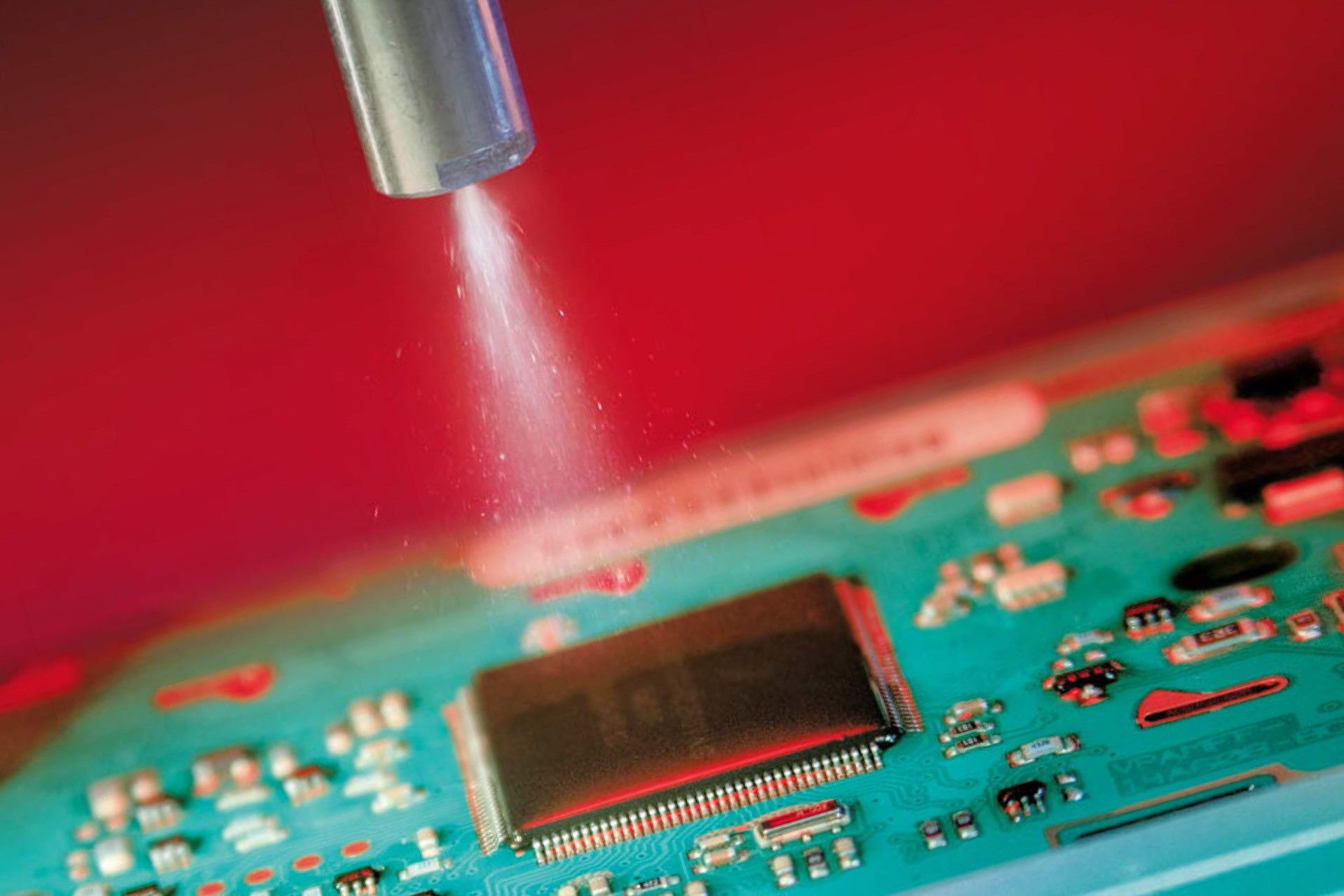 Контроль качества нанесения конформных покрытий Контроль качества — ключевой аспект технологического процесса нанесения конформного покрытия и залог успешного выполнения данной операции
Контроль качества нанесения конформных покрытий Контроль качества — ключевой аспект технологического процесса нанесения конформного покрытия и залог успешного выполнения данной операции 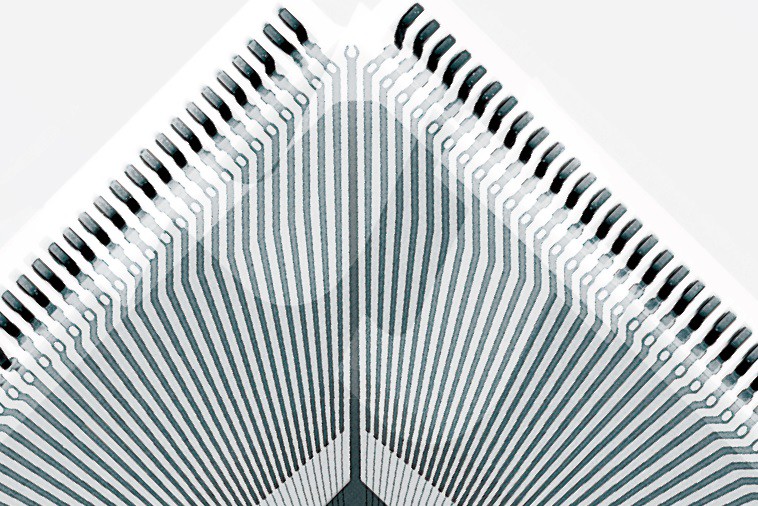 Технические достижения в области рентгеновского контроля Последние технические достижения в области рентгеновского контроля с акцентом на частичную компьютерную томографию и методы автоматизации
Технические достижения в области рентгеновского контроля Последние технические достижения в области рентгеновского контроля с акцентом на частичную компьютерную томографию и методы автоматизации 

