



Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
Технические достижения в области рентгеновского контроля

Авторы: Эвстатин Крастев, Джон Тингэй (Nordson DAGE). Материал подготовил Александр Лавренюк, специалист направления контрольного оборудования компании «Диполь» al@dipaul.ru. Перевод: Артем Вахитов
В статье рассматриваются последние технические достижения и тенденции в области рентгеновского контроля, приведены сложные примеры из реальной практики, в том числе двух- и трехмерный контроль, частичная компьютерная томография и автоматизированный рентгеновский контроль.
Необходимость в неразрушающем контроле электронных компонентов и узлов — основной мотив, побуждающий к разработке и совершенствованию технических средств рентгеновского контроля в электронной промышленности. Во многих случаях, например при необходимости исследовать недоступный визуальному контролю компонент или паяные соединения, единственной альтернативой становится анализ среза. К недостаткам этого механического метода относятся значительные затраты времени и ресурсов. Кроме того, есть вероятность пропуска дефектов при недостаточно аккуратной полировке, а также существует риск «создания» дефектов, которых изначально не было. Но основной недостаток, разумеется, состоит в том, что в результате разрезания дорогостоящие устройство, печатная плата или компонент механически разрушаются и становятся непригодными к использованию.
Со временем, в связи с явной тенденцией к минимизации габаритов и масштабным расширением функциональности электронных устройств (особенно мобильных), уровень сложности электронных узлов и компонентов ощутимо возрос. В настоящее время, благодаря своим преимуществам в части технических характеристик и функционала, все более широкое распространение получают устройства микрометровых размеров и многоуровневая архитектура. При этом постоянно ведется их дальнейшая разработка, совершенствование и миниатюризация.
Указанные тенденции усложняют задачи, стоящие перед техническими средствами рентгеновского контроля. Необходимость в обеспечении субмикрометрового разрешения и получении сверхчетких изображений сочетается с повышенными требованиями к быстродействию и, разумеется, автоматизации. Люди испытывают естественное желание автоматизировать процесс контроля, оптимизировать его и сделать максимально эффективным. При этом важно сократить количество «дорогостоящих» операторов и исключить ошибки контроля, обусловленные человеческим фактором. Однако, ввиду чрезвычайно высокого уровня сложности современных электронных узлов вкупе с многоуровневой их архитектурой, рентгеновские изображения получаются очень сложными и со значительными вариациями. Специально обученные операторы без труда могут их анализировать, но разработка устойчивых и повторяемых программно-аппаратных алгоритмов контроля, способных справляться с упомянутыми выше сложностью и вариациями, по-прежнему остается нетривиальной задачей.
Возможности технических средств двумерного рентгеновского контроля
Двумерный рентгеновский контроль стал критически важным методом контроля при проектировании, разработке и изготовлении электроники. Причина в том, что это единственный полностью неразрушающий метод, который позволяет контролировать недоступные визуальному осмотру паяные соединения, а также исследовать внутренности микроэлектронных сборок. Единственная существующая альтернатива — анализ среза. Последний метод широко применяется для выявления причин отказов и при разработке, но ему свойственен серьезный недостаток: безвозвратная порча дорогостоящего устройства или печатной платы в результате разреза. В условиях, когда стоимость некоторых печатных плат может составлять десятки тысяч долларов, их физическое разрушение рассматривается исключительно как крайнее средство.
За последнее десятилетие колоссально выросли возможности технических средств двумерного рентгеновского контроля. Передовые современные системы имеют в своем составе чрезвычайно резкие и мощные рентгеновские излучатели (трубки) с субмикрометровым разрешением (до 0,1 мкм, или 100 нм). Они способны сохранять это разрешение при чрезвычайно высокой мощности рентгеновского излучения на мишени — до 10 Вт. Значительный прогресс наблюдается и в области детекторов рентгеновского излучения: современные рентгеновские электронно-оптические преобразователи (РЭОП) и плоскопанельные детекторы обеспечивают разрешение в два, три, четыре, а иногда и до 12 Мпикс при разрядности 16 бит (65 000 градаций серого) и частоте 25 кадров/с без бинирования. Перечисленные достижения позволяют получать рентгеновские изображения с очень высоким разрешением и динамическим диапазоном, а также существенно повышают быстродействие аппаратуры рентгеновского контроля и расширяют возможности автоматизации. Естественный результат этого — значительно лучшие возможности обнаружения дефектов.
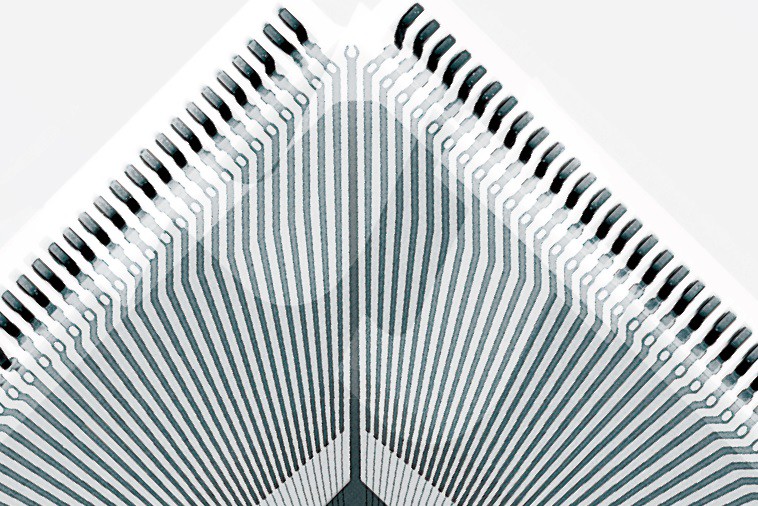
На рис. 1 приведено двумерное рентгеновское изображение перегоревшей золотой проволоки в чрезвычайно высоком разрешении, полученное с помощью типичной рентген-системы высокого класса. По общему мнению, сейчас достигнут невероятный уровень детализации изображений, и открывается дорога к применению рентгеновских методов в сферах, которые прежде были исключительным уделом электронной микроскопии — метода медленного и разрушающего, зато обеспечивающего очень высокое разрешение.
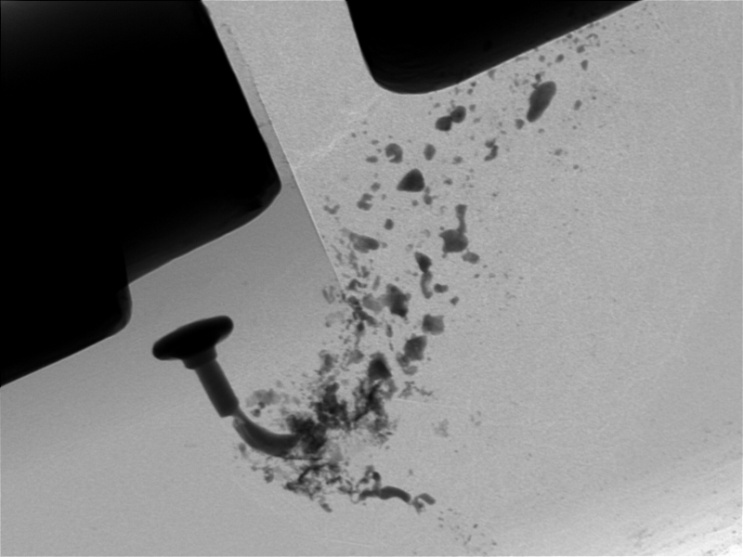
Рис. 1. Двумерное рентгеновское изображение перегоревшей золотой соединительной проволоки в сверхвысоком разрешении.
Почему же, несмотря на все эти замечательные достижения, двумерный рентгеновский контроль не стал единственным методом, применяемым в современной электронной промышленности на этапах НИОКР и производства? Дело в том, что двумерное рентгеновское изображение многослойных узлов и устройств становится слишком сложным ввиду особенностей прохождения рентгеновского излучения сквозь объект контроля. Многослойные устройства с расположенными друг над другом (штабелированными) полупроводниковыми кристаллами, переходными отверстиями в кремнии (TSV), многоуровневыми столбиковыми выводами и другими трехмерными геометрическими структурами значительно затрудняют задачу анализа изображения для оператора. Это иллюстрирует рис. 2, на котором приведено двумерное рентгеновское изображение устройства со штабелированными кристаллами. Понятно, что очень трудно исследовать многослойную структуру проводных межсоединений на предмет коротких замыканий по одному только двумерному рентгеновскому изображению.
Подобно медицине, в микроэлектронике для этих целей стали применять метод трехмерной рентгеновской компьютерной томографии. Этому способствовали значительный прогресс в области технических средств двумерного рентгеновского контроля и непрерывное развитие компьютерной техники, благодаря которому сверхвысокопроизводительные рабочие станции стали доступны по весьма разумной цене.
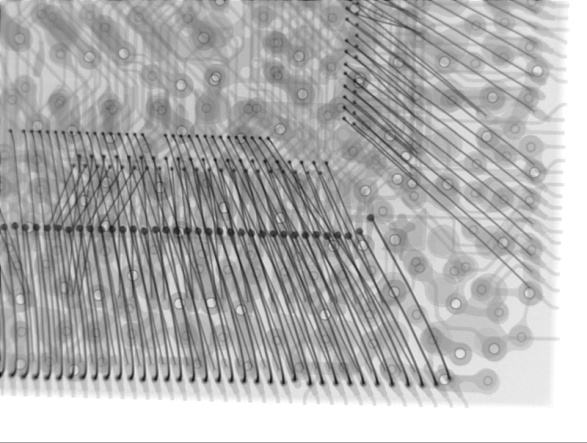
Рис.2. Двумерное рентгеновское изображение устройства со штабелированными кристаллами. Сложность изображения затрудняет проверку проводных соединений на короткое замыкание.
Метод трехмерной компьютерной томографии позволяет неразрушающим способом получать виртуальные срезы в любой плоскости контролируемого изделия. На рис. 3 показано два томографических среза аналогичного устройства со штабелированными кристаллами. Меняя угол и местоположение среза, можно всесторонне исследовать состояние проволочных межсоединений в трехмерной штабельной структуре и искать короткие замыкания.
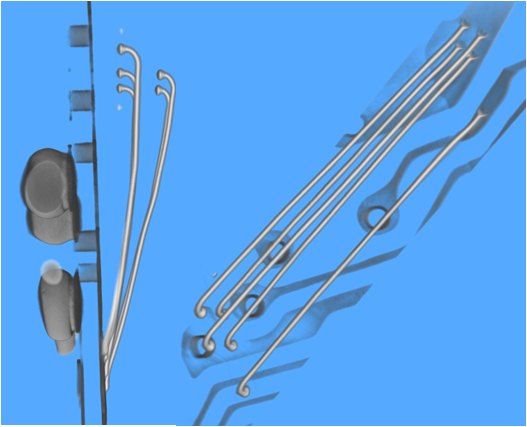
Рис. 3. Томографические срезы устройства со штабелированными кристаллами. Меняя ориентацию плоскости среза, можно легко исследовать состояние проволочных соединений.
Типичная схема рентгеновской компьютерной томографической установки, применяемой в электронной промышленности, показана на рис. 4.
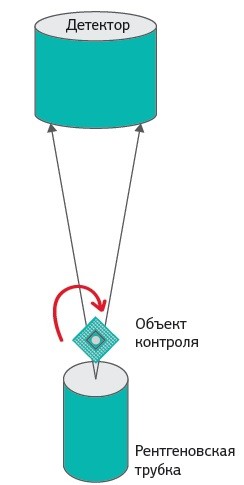
Рис. 4. Типичная схема рентгеновской компьютерной томографической установки. Объект контроля подвешивается между источником и детектором рентгеновского излучения и вращается вокруг своей оси.
Процесс получения трехмерной томографической модели состоит из нескольких этапов. На первом этапе регистрируется множество двумерных рентгеновских изображений объекта контроля в высоком разрешении под различными углами, для чего объект контроля вращается вокруг своей оси с максимально точным контролем геометрического положения. Затем следует этап томографической реконструкции, когда полученный набор двумерных рентгеновских изображений, каждое из которых содержит несколько мегапикселей информации, обрабатывается с использованием сложных математических алгоритмов. На выходе получается томографическая модель, представляющая объект контроля в трехмерном массиве плотностей. С помощью специальной компьютерной программы можно просматривать различные срезы этой модели. Очевидно, что чем больше количество двумерных изображений, тем лучше и подробнее будет томографическая модель, но тем длительнее будут регистрация данных и реконструкция. Благодаря постоянно растущему быстродействию современных массово выпускаемых процессоров, этап реконструкции занимает теперь секунды или минуты, а не часы, как это было еще совсем недавно.
Частичная компьютерная томография
Ввиду непрекращающейся тенденции к миниатюризации изделий микроэлектроники, в настоящее время удовлетворяющее разрешение систем компьютерной томографии находится в микрометровом диапазоне. Чтобы достичь такого разрешения, необходимо регистрировать исходные двумерные рентгеновские изображения с очень высоким увеличением (разрешением). Исходя из основополагающих физических принципов, это возможно только в том случае, если объект контроля располагается очень близко к источнику рентгеновского излучения (см. рис. 4). Отсюда следует практическое ограничение на максимальный размер компьютерной томографической системы для контроля изделий микроэлектроники — это, приблизительно, размер кредитной карты, причем объект контроля должен быть гораздо меньше (единицы миллиметров). Нетрудно разместить между источником и детектором рентгеновского излучения значительно более крупный объект, однако разрешение результирующей томографической модели будет неприемлемо низким для контроля изделий микроэлектроники (рис. 5).
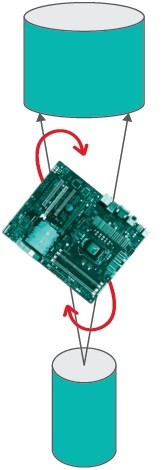
Рис. 5. Ограничения метода компьютерной томографии при контроле объектов большого размера
Таким образом, чтобы получить пригодную для анализа томографическую модель устройства на печатной плате, показанной на рис. 5, необходимо вырезать участок платы по периметру устройства, т. е. привести в негодность дорогостоящий печатный узел. Так иногда делают, но предпочтительно прибегать к этому лишь как к последнему средству.
В попытке преодолеть описанное выше ограничение метода компьютерной томографии, недавно был разработан метод частичной компьютерной томографии (Partial CT, PCT), известный также под названиями компьютерной томографии плат большого размера (Large Board CT) и компьютерной томографии в ограниченном диапазоне углов (limited angle CT). Основной принцип иллюстрирует рис. 6.

Рис. 6. Основной принцип частичной компьютерной томографии (компьютерной томографии плат большого размера, компьютерной томографии в ограниченном диапазоне углов)
Идея состоит в том, что объект контроля располагается плашмя очень близко к источнику рентгеновского излучения, благодаря чему становится возможным получение двумерных рентгеновских изображений с очень высоким увеличением (разрешением). Детектор располагается под углом к объекту контроля и перемещается вокруг него. В этом методе, как и в обыкновенной компьютерной томографии, чрезвычайно важно обеспечить максимально высокую точность перемещения.
В качестве примера на рис. 7 показано изображение дефекта типа «голова на подушке» (Head In Pillow, HIP/HOP), полученное полностью неразрушающим методом частичной компьютерной томографии при контроле платы большого размера (около 41x41 см). По виртуальным срезам в различных плоскостях можно с легкостью получать надежные свидетельства наличия дефектов.
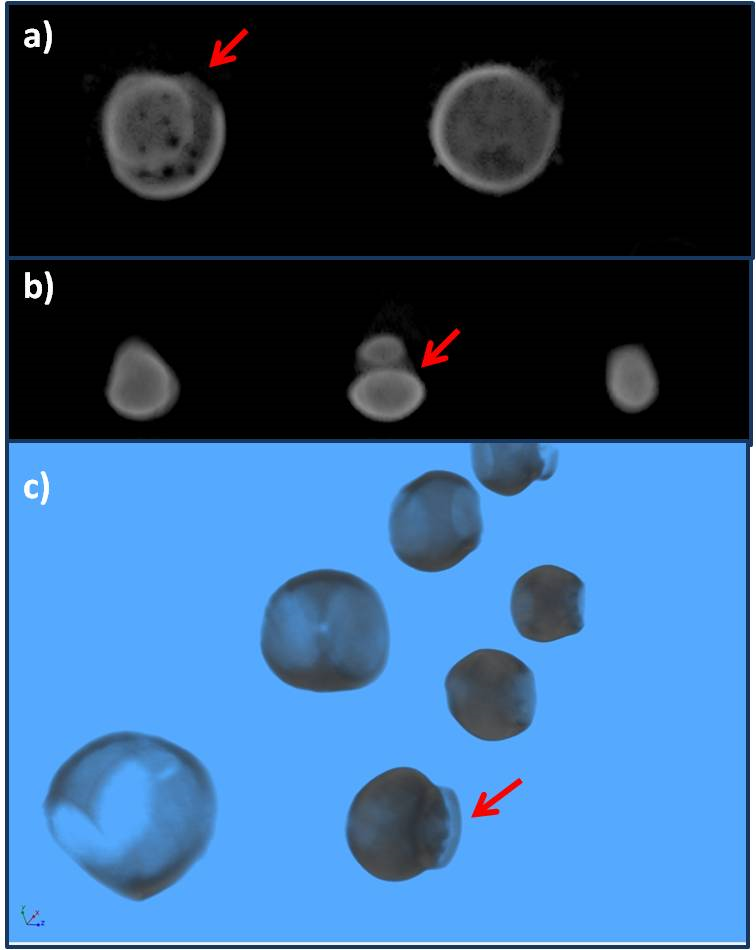
Рис. 7. Изображение дефекта типа «голова на подушке», полученное методом частичной томографии при контроле платы размером около 41x41 см: а) виртуальный срез в горизонтальной плоскости контактной площадки; б) виртуальный срез в вертикальной плоскости; в) трехмерная визуализация, общий вид
Автоматизация
Автоматизация рентгеновского контроля всегда была одним из приоритетных пожеланий любого производителя изделий микроэлектроники. «Волшебная кнопка», по нажатию которой система самостоятельно выдает подробный список всех дефектов, не допуская при этом ошибок, связанных с человеческим фактором, — это, безусловно, весьма заманчивая идея. Однако практическая ее реализация оказалась сопряжена со значительными трудностями. Во многом они обусловлены высокой степенью сложности рентгеновского изображения. Контроль в видимом свете, например автоматическая оптическая инспекция (AOI), дает информацию только о поверхности объекта контроля за счет отраженного от нее света. Рентгеновское же изображение, хотя и представлено лишь в градациях серого, содержит информацию обо всем объеме объекта контроля, так как рентгеновское излучение проходит насквозь через объект контроля, прежде чем его зарегистрирует детектор. Чтобы упростить изображение, которое нужно очень быстро проанализировать в ходе технологического процесса, в современных автоматизированных системах рентгеновского контроля применяются методы рентгеновской томографии в ограниченном диапазоне углов. Однако быстродействие достигается ценой снижения качества изображения, из-за чего вероятность обнаружения дефектов и ложных срабатываний не отвечает требованиям, предъявляемым производителями изделий микроэлектроники.
Исходя из вышесказанного, мы видим значительный простор для улучшения характеристик автоматизированного рентгеновского контроля с повышением быстродействия и вероятности обнаружения дефектов. Этого можно добиться за счет усовершенствований как в аппаратной, так и в программной части. В качестве примера далее мы рассмотрим автоматизацию контроля выводов компонентов типа BGA и микростолбиковых структур.
Оценка относительного размера пустот на границах раздела паяных соединений выводов BGA-компонента методом частичной КТ и сравнение его результатов с результатами двумерной КТ
Оценка относительного размера пустот в паяных соединениях — стандартная процедура обеспечения качества, применяемая производителями изделий микроэлектроники и печатных узлов. На рис. 8 показано двумерное рентгеновское изображение, на котором видны пустоты в угловой части BGA-компонента. Большая раковина в центральном соединении (обозначена оранжевой стрелкой) очевидным образом представляет проблему, так как ее размер превышает 25% площади паяного соединения в соответствии с критерием по стандарту IPC-A-610. Раковина столь большого размера — серьезный симптом, который должен повлечь немедленный пересмотр и корректировку технологического процесса.
Но и более мелкие пустоты (красная стрелка), пусть и удовлетворяющие критериям IPC-A-610, могут быть столь же тревожным признаком недочетов в технологическом процессе пайки оплавлением. Проблема в данном случае связана с тем, что пустоты сосредоточены главным образом на границах раздела паяных соединений, из-за чего снижается надежность соединений и повышается вероятность их отказов на этапе эксплуатации, особенно усталостных отказов, которые типичны для мобильных устройств.
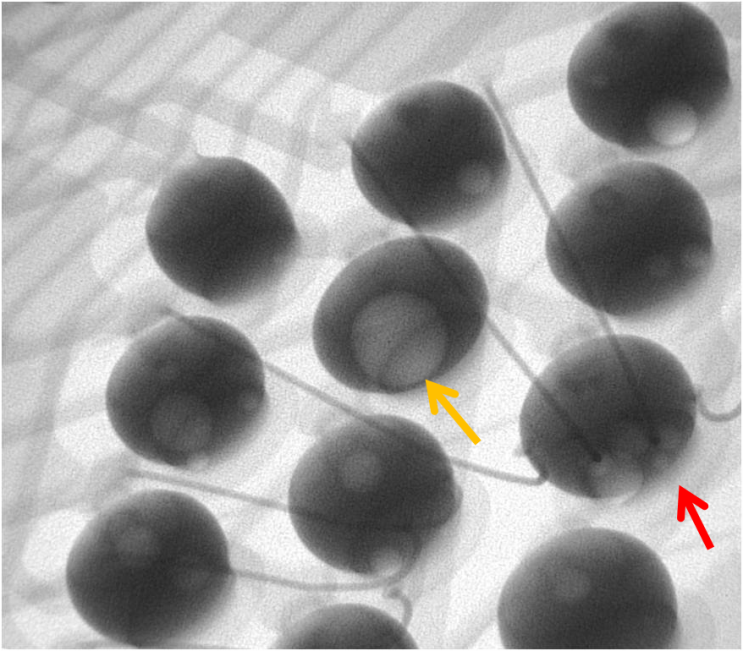
Рис. 8. Наклонное двумерное рентгеновское изображение, на котором видны пустоты в объеме и на границах раздела паяных соединений
Одно из важных преимуществ метода частичной КТ — возможность для оператора легко выбрать местоположение среза, в котором будет рассчитываться относительный размер пустот. Это позволяет без труда получать точные данные об относительном размере пустот на границах раздела паяных соединений, что невозможно при использовании одного только двумерного рентгеновского контроля. В свете вышеизложенного у авторов возникло естественное желание провести исследование и сравнить полный относительный размер пустот по результатам двумерного рентгеновского контроля с относительным размером пустот на границах раздела паяных соединений по результатам частичной КТ. Целью было определить коэффициент корреляции и выяснить, дает ли расчет относительного размера пустот по стандарту IPC-A-610 адекватную оценку относительного размера пустот на границах раздела. На рис. 9 представлены типичные результаты расчета относительного размера пустот по двумерному рентгеновскому изображению угловой части BGA-компонента (вид сверху) согласно стандарту IPC-A-610. На рис. 10 показаны результаты расчета относительного размера пустот в той же области, но полученные на срезе по границам раздела паяных соединений выводов BGA-компонента.
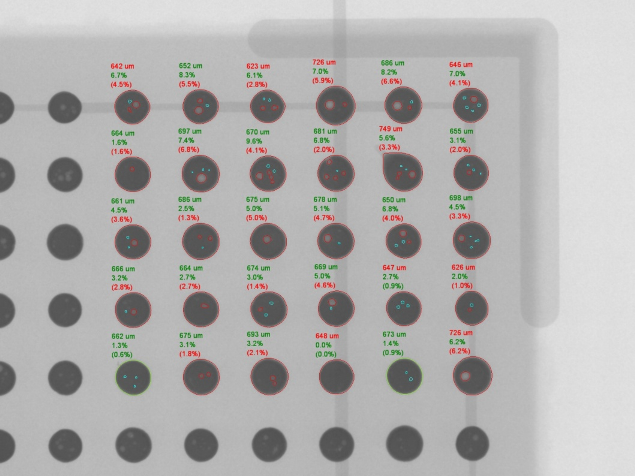
Рис. 9. Результаты расчета относительного размера пустот по двумерному рентгеновскому изображению BGA-компонента согласно стандарту IPC-A-610
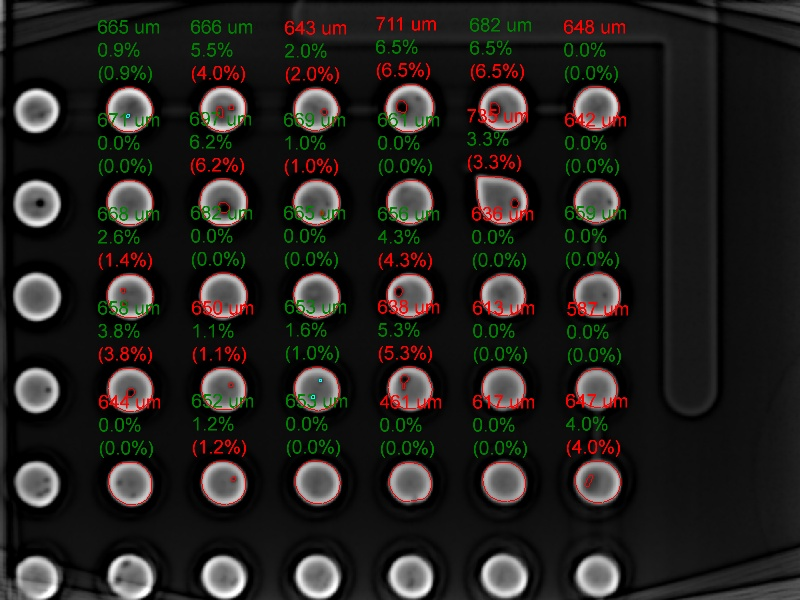
Рис. 10. Результаты расчета относительного размера пустот по томографическому срезу, полученному методом частичной КТ
Очевидно, что два метода дают очень разные результаты. Результаты сведены в таблицу 1, где сравниваются полученные двумя методами расчетные значения относительного размера пустот в каждом паяном соединении.
Таблица 1. Результаты расчета полного относительного размера пустот по данным двумерного РК и относительного размера пустот на границах раздела паяных соединений по данным частичной КТ
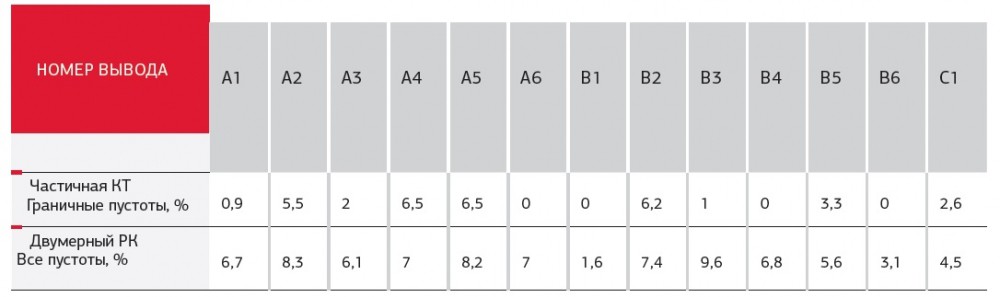
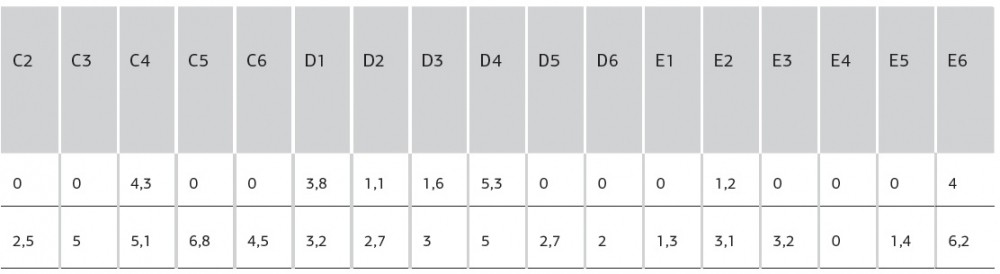
В некоторых случаях относительный размер пустот на границах раздела превышает полный относительный размер пустот по данным двумерного контроля, так как площадь границы раздела меньше, чем максимальная площадь проекции шарика припоя, поэтому пустоты, существующие только на границах раздела, дадут больший относительный размер.
Чтобы выяснить, коррелируют ли между собой результаты измерений, полученные двумя методами, данные были нанесены на рис. 1, после чего был рассчитан коэффициент детерминации R2. Значения R2, близкие к 1, указывают на сильную корреляцию, а близкие к 0 — на очень слабую корреляцию или ее отсутствие.
Очевидно, что корреляция слаба (R2 = 0,27), откуда следует вывод, что полный относительный размер пустот по данным двумерного контроля не может служить хорошим показателем качества паяных соединений на границах раздела.
Чтобы перепроверить это заключение, была исследована другая область компонента типа BGA (рис. 12).
Как и ожидалось, корреляция оказалось очень слабой: R2 = 0,119. Это подтверждает ранее сделанный вывод о том, что в данном случае относительный размер пустот по данным двумерного контроля (согласно стандарту IPC-A-610) не может служить хорошим показателем размера пустот на границах раздела паяных соединений. Поэтому самым точным неразрушающим методом анализа пустот на границах раздела паяных соединений компонента типа BGA является частичная компьютерная томография с получением виртуальных срезов.
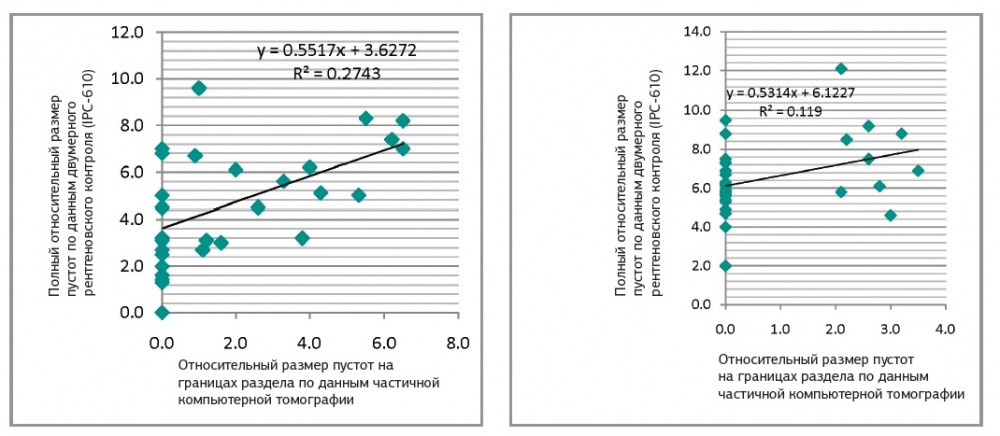
Рис. 11 - 12. Полный относительный размер пустот и относительный размер пустот на границах раздела паяных соединений компонента типа BGA (область A - слева), (область B - справа)
Автоматизация контроля компонентов типа BGA со сложным расположением выводов на базе данных САПР
Обеспечение высокого уровня автоматизации рентгеновского контроля — одна из первоочередных задач производителей микроэлектроники и печатных плат (узлов). Как уже отмечалось выше, при попытках автоматизировать рентгеновский контроль сложных многослойных компонентов и печатных плат приходится сталкиваться с целым рядом трудностей. Ниже хотелось бы обсудить подход к автоматизации контроля компонентов типа BGA со сложным расположением выводов. Компоненты этого типа распространяются все шире, особенно там, где требуется высокая плотность межсоединений. Для приведенных здесь примеров использовался традиционный двумерный рентгеновский контроль высокого разрешения, однако полученные результаты действительны и для виртуальных срезов, полученных методом частичной КТ.
Для компонентов с регулярно расположенными выводами (рис. 9 и 10) в системе рентгеновского контроля относительно легко создать процедуру автоматизированного контроля. Обычно программное обеспечение автоматически обнаруживает места расположения, шаг и диаметры шариковых или столбиковых выводов компонента типа BGA и сравнивает их с базой данных, в которой хранятся стандартные размеры и конфигурации выводов.
Однако сейчас все большую популярность у производителей микроэлектроники завоевывают компоненты с различными сложными конфигурациями выводов (рис. 13).
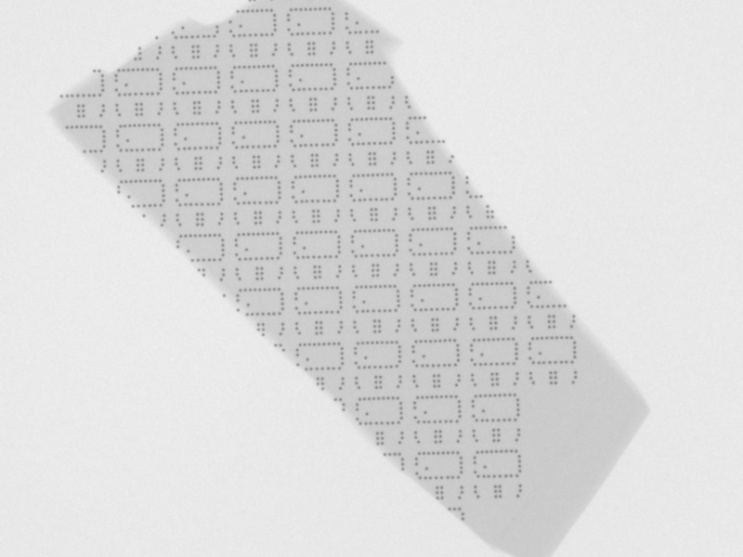
Рис. 13. Полупроводниковая пластина со сложным расположением столбиковых выводов
Стандартные автоматические алгоритмы системы рентгеновского контроля «ожидают» стандартную конфигурацию с регулярно расположенными выводами и могут давать сбои на нетиповых и очень сложных конфигурациях, подобных изображенной на рис. 14. В этом случае очевидно, что стандартный алгоритм оказался в состоянии обнаружить шариковые выводы, но значение шага выводов не соответствует реальному, так как программа попыталась совместить сложную конфигурацию со стандартной, которая хранится в базе данных.
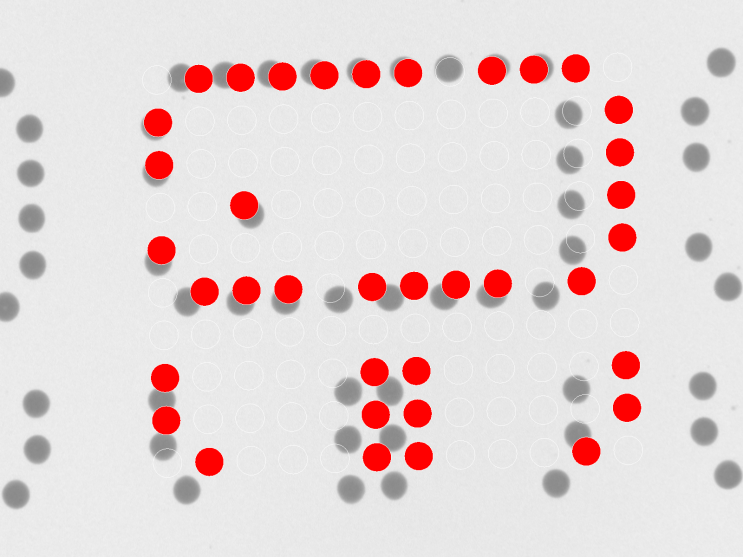
Рис. 14. Стандартные алгоритмы, предназначенные для компонентов типа BGA с регулярно расположенными шариковыми или столбиковыми выводами, обычно дают сбои на сложных нетиповых конфигурациях выводов
Поскольку эти сложные конфигурации не стандартизированы и сильно разнятся на практике, наилучший способ автоматизировать рентгеновский контроль в данном случае — использовать данные САПР для ввода расположения выводов в программу контроля. Здесь есть два подхода. Первый — использовать данные САПР, предоставленные производителем электронного изделия. Но во многих случаях такие данные не могут быть предоставлены или очень сложны. Второй — самостоятельно генерировать данные САПР в программе, написанной под конкретный компонент со сложным расположением выводов. Этот подход весьма гибок: он позволяет получать очень простые и надежные файлы САПР, содержащие только ту информацию, которая необходима для автоматизированного рентгеновского контроля.
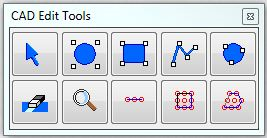
Рис. 15. Панель инструментов встроенного редактора САПР-моделей
Программное обеспечение для автоматизации рентгеновского контроля оснащается встроенным набором инструментов САПР (рис. 15), которые предельно облегчают и упрощают генерацию файлов САПР. Из представленных простых геометрических фигур оператор строит простой эскиз поверх отображаемого на экране рентгеновского изображения. По этой информации программа оперативно генерирует готовую к использованию САПР-модель (рис. 16).
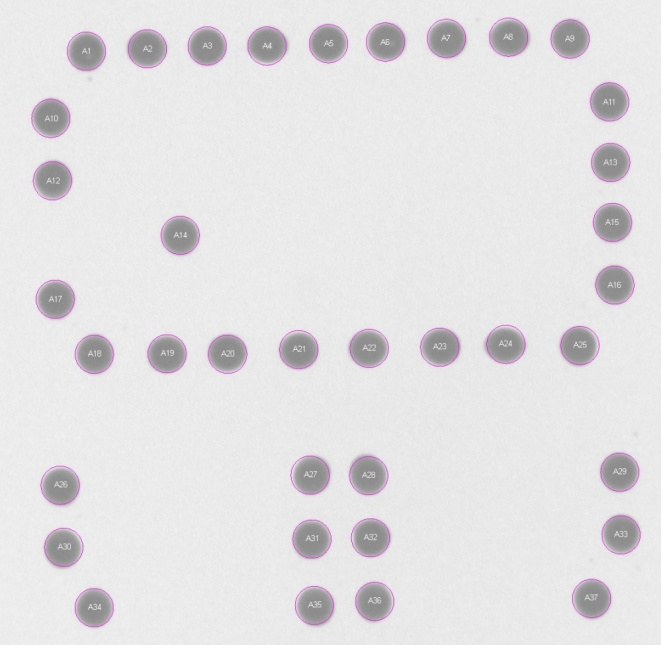
Рис. 16. Места контроля на компоненте со сложным расположением выводов, определенные с использованием средств САПР
После того как САПР-модель получена, процедура проста: система автоматически перемещается в указанные места контроля и производит вычисления. На рис. 17 показан пример результатов такого контроля с указанием диаметров столбиковых выводов, полного относительного размера пустот и размера наибольших отдельных пустот.
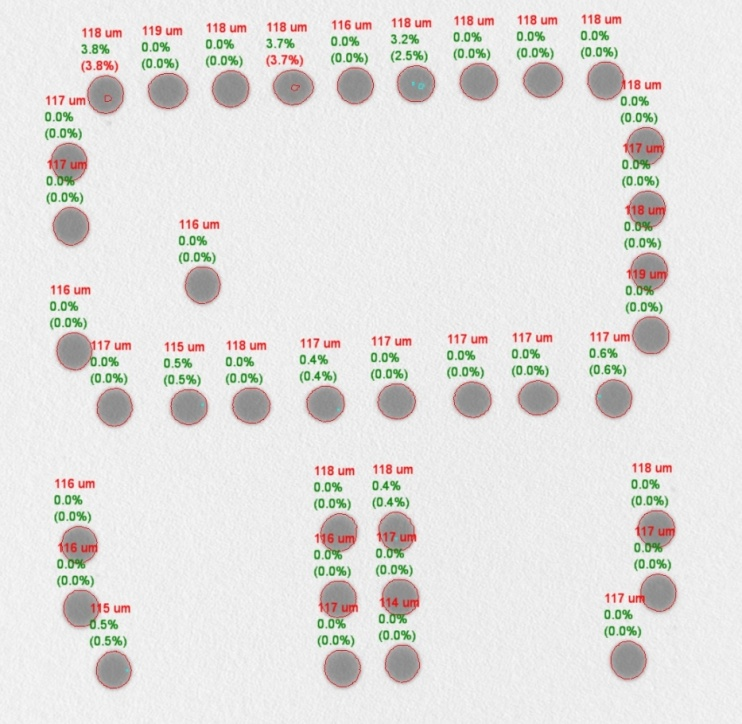
Рис. 17. Результаты автоматизированного рентгеновского контроля компонента со сложным расположением выводов (с автоматически рассчитанными значениями диаметра столбиковых выводов, полного относительного размера пустот и размера наибольших отдельных пустот)
Итак, выше был представлен простой метод генерации САПР-моделей, который облегчает и упрощает автоматизацию рентгеновского контроля компонентов со сложным расположением выводов.
Выводы
В настоящей статье подробно рассмотрены все наиболее трудные задачи рентгеновского контроля, возникающие в микроэлектронике в связи с миниатюризацией и необходимостью автоматизации. В качестве иллюстрации приведены два практических примера.
В первом примере использовался метод частичной компьютерной томографии (КТ) для исследования пустот на границах раздела паяных соединений компонентов типа BGA. Качество паяных соединений на границах раздела — ключевой фактор, от которого зависят надежность и эксплуатационные характеристики компонентов типа BGA. Неразрушающий метод частичной КТ позволяет создавать виртуальные срезы в любой плоскости объекта контроля. По итогам этого исследования был сделан вывод о том, что полный относительный размер пустот, рассчитанный по данным двумерного рентгеновского контроля в соответствии со стандартом IPC-A-610, очень слабо коррелирует с относительным размером пустот на границах раздела паяных соединений, рассчитанным по томографическим срезам. Следовательно, первый из этих параметров не может служить хорошим показателем качества паяных соединений на границах раздела, и наилучшим методом неразрушающего контроля для этих целей является метод частичной КТ.
Далее был описан разработанный авторами простой и действенный метод автоматизации рентгеновского контроля компонентов со сложным расположением выводов на базе данных САПР, генерируемых в программном обеспечении для автоматизации. Этот метод незаменим в случаях, когда исходные данные САПР недоступны, или когда для рационального выполнения автоматизированного рентгеновского контроля их необходимо упростить либо модифицировать.
Материалы предоставлены Группой компаний "Диполь": www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Производство электроники Контроль качества сборки электронных модулей Рентгеновский контроль Рентгеновская 3D-томография
Читайте также
 Контроль уровня ионных загрязнений Контроль уровня ионных загрязнений как элемент управления технологическим процессом сборки электронных узлов с соблюдением критериев «6 сигма»
Контроль уровня ионных загрязнений Контроль уровня ионных загрязнений как элемент управления технологическим процессом сборки электронных узлов с соблюдением критериев «6 сигма»  Избежать ремонта: технология процесса Стопроцентное измерение параметров нанесения паяльной пасты без снижения скорости
Избежать ремонта: технология процесса Стопроцентное измерение параметров нанесения паяльной пасты без снижения скорости  Контроль качества нанесения конформных покрытий Контроль качества — ключевой аспект технологического процесса нанесения конформного покрытия и залог успешного выполнения данной операции
Контроль качества нанесения конформных покрытий Контроль качества — ключевой аспект технологического процесса нанесения конформного покрытия и залог успешного выполнения данной операции 

