



Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
Контроль уровня ионных загрязнений
P. Eckold, L. Henneken, R. Fritsch, U. Welzel Robert Bosch GmbH, Automotive Electronics, Stuttgart, Germany M. Routley, G. Naisbitt Gen3 Systems Limited, Farnborough, UK Под ред. инженера-технолога, к.х.н. Татьяны Кузнецовой Перевод: Артем Вахитов

Данная статья посвящена описанию новой методики контроля уровня ионных загрязнений на основе п. 2.3.25 стандарта IPC-TM 650, предназначенной для использования на серийных производствах.
Методика успешно внедряется в качестве элемента управления технологическим процессом производства высоконадежных электронных узлов, и позволяет обеспечить соответствие критериям «6 сигма».
Для оценки повторяемости и воспроизводимости методики контроля (Gauge R&R) с использованием вновь разработанных систем контроля загрязнений, установленных в пяти разных точках мира, использовался калибровочный раствор NaCl с массовой концентрацией 0,1%. При целевом значении NaCl, равном 1,0 мкг/см2, полуширина доверительного интервала концентрации загрязнений на поверхности составила менее 0,1 мкг/см2 NaCl (±8,8%) в условиях ручной лабораторной подготовки жидкостей (дозирование пипеткой, контроль температуры). Это значение приемлемо для целей управления технологическими процессами и показывает, что контроль уровня ионных загрязнений на основе п. 2.3.25 стандарта IPC-TM 650 может успешно применяться для управления технологическим процессом изготовления электронных управляющих устройств.
Введение
Все более широкое применение электронных управляющих устройств в жестких условиях среды, особенно в составе высоконадежных систем, выполняющих критические функции безопасности, требует тщательного обеспечения их стойкости к электрохимической коррозии и электромиграции. Обеспечить такой уровень надежности можно только на основе глубоких теоретических знаний.
Производство электронных узлов включает в себя более 20 различных этапов химико-технологического процесса, большинство из которых связано с высокими концентрациями способных к диссоциации и образованию ионов веществ. Воздействие электрических потенциалов в сырой или влажной среде в присутствии ионов часто повышает вероятность электрохимических реакций с образованием токопроводящих мостиков (дендритов), вызывающих преждевременные непредвиденные отказы электронных узлов.
Для оценки стойкости к электрохимической коррозии и электромиграции электронных узлов, на базе которой строится аттестованный производственный процесс, можно использовать метод анализа поверхностного сопротивления изоляции (Surface Insulation Resistance, SIR).

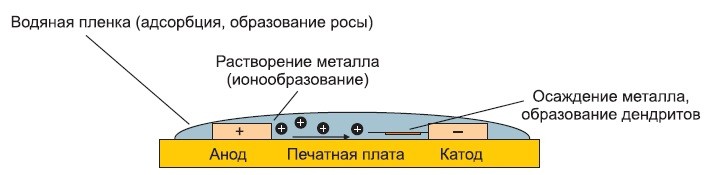
Рис. 1. Факторы, влияющие на электрохимическую миграцию (слева), и схема процесса образования дендритов между токопроводящими дорожками (справа)
Электрохимическая миграция — это перенос электрохимически подвижной материи между токопроводящими дорожками под действием приложенного напряжения. В ходе этого процесса металл анода растворяется и осаждается на катоде, что приводит к росту металлического дендрита. На рис. 1 (слева) показаны факторы, влияющие на электрохимическую миграцию. Наличие сплошной водяной пленки и разности потенциалов между двумя токопроводящими дорожками является необходимым условием возникновения такого механизма отказа.
Ионные загрязнения поверхности печатной платы служат ускоряющим фактором, действие которого может выражаться в следующем:
- уменьшение энтальпии растворения металлов;
- снижение точки росы;
- сдвиг вверх и вниз значения pH;
- повышение электропроводности водяной пленки.
Таким образом, ионные загрязнения не являются обязательным условием электрохимической миграции, но способствуют ей. Поэтому необходимо контролировать уровень ионных загрязнений на отдельных этапах изготовления электронных узлов (например, на этапах поверхностного монтажа или монтажа в отверстия) с использованием надлежащих средств управления технологическими процессами, чтобы общий уровень ионных загрязнений оставался в допустимых пределах.
Проверка влагостойкости конструктивных элементов
За основу для оценки электрохимической стойкости конструктивных элементов печатных узлов при заданных климатических условиях можно взять стандарт IPC-9202. Он предусматривает измерение поверхностного сопротивления изоляции (SIR) специальной тестовой платы B52, конструктивные элементы которой наиболее близки по своим характеристикам (материалы печатной платы, паяльные пасты и т.д.) к используемым в серийных изделиях. Это позволяет оценить в известных климатических условиях влагостойкость конструктивных элементов, изготовленных из определенного сочетания материалов.
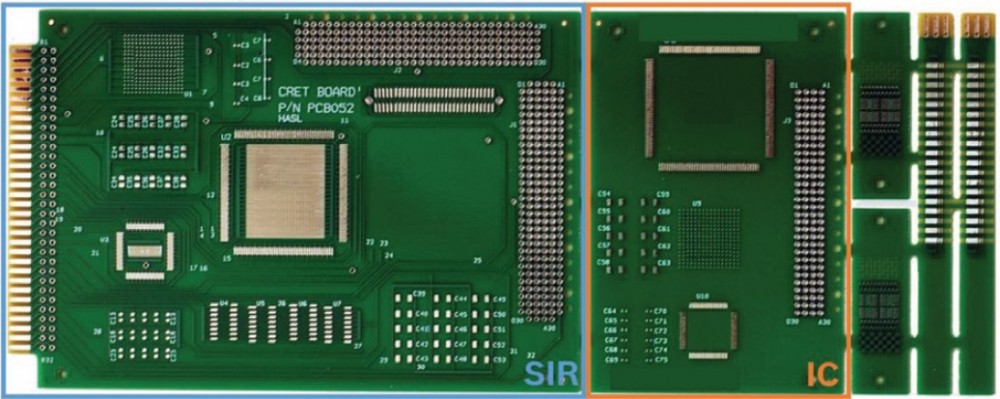
Рис. 2. Плата IPC B52 со специфическими для конкретного изделия конструктивными элементами и тестовыми структурами для измерения поверхностного сопротивления изоляции, предназначенная для проверки электрохимической стойкости
На рис. 2 показана принципиальная компоновка тестовой платы B52, предложенная в стандарте IPC-9202. Конструктивные элементы платы можно адаптировать в соответствии с требованиями к миниатюризации и элементной базе. Соответственно, испытания для оценки электрохимической стойкости печатных узлов в условиях высокой температуры и влажности необходимо проводить на тех конструктивных элементах, которые используются в конкретном изделии.
Контроль уровня ионных загрязнений как элемент управления технологическими процессами
Применяемые в настоящее время методы выявления ионных загрязнений описаны в п. 2.3.25 стандарта IPC-TM 650. Исходный метод определения удельного сопротивления экстракта загрязнений в растворителе (Resistivity Of Solvent Extract, ROSE) был специально разработан для управления технологическим процессом отмывки печатных узлов при изготовлении электронных управляющих устройств. Применяемые методики измерения можно разделить на две основных группы по принципу работы измерительной установки: со статическим и динамическим экстрагированием. Различия в конструкциях анализаторов и методиках измерения делают практически невозможным сравнение данных, полученных на разнотипном оборудовании. Вдобавок, данные таких измерений зачастую используются для определения абсолютного уровня чистоты печатных узлов, изготовленных по безотмывочному технологическому процессу, хотя соответствующие методики не были на это рассчитаны.
Однако контроль уровня ионных загрязнений может применяться как элемент управления технологическими процессами для мониторинга уровня ионных остатков на поверхности электронных узлов на выходе нескольких технологических процессов (например, пайка оплавлением, селективная пайка и т.д.) по ходу производственного цикла. Для этого в сотрудничестве с поставщиками систем контроля были внедрены оптимизированные система и методика контроля на основе п. 2.3.25 стандарта IPC-TM 650, призванные обеспечить соблюдение критериев «6 сигма», в том числе в масштабах нескольких производственных площадок.
Технологический контроль уровня ионных загрязнений
Технологический контроль уровня ионных загрязнений (Process Ionic Contamination Testing, PICT) — это оптимизированная в сравнении с ROSE методика контроля. Метод PICT предусматривает использование статической системы с замкнутым контуром обратной связи по классификации, установленной п. 2.3.25 стандарта IPC-TM 650. Принцип работы системы показан на рис. 3. Циклы контроля и регенерации реализованы независимо друг от друга, и растворенные ионные остатки с объектов контроля задерживаются в ионообменной колонне в ходе регенерации, пока электропроводность экстрагирующего раствора (или экстракта) не снизится до заданного уровня.
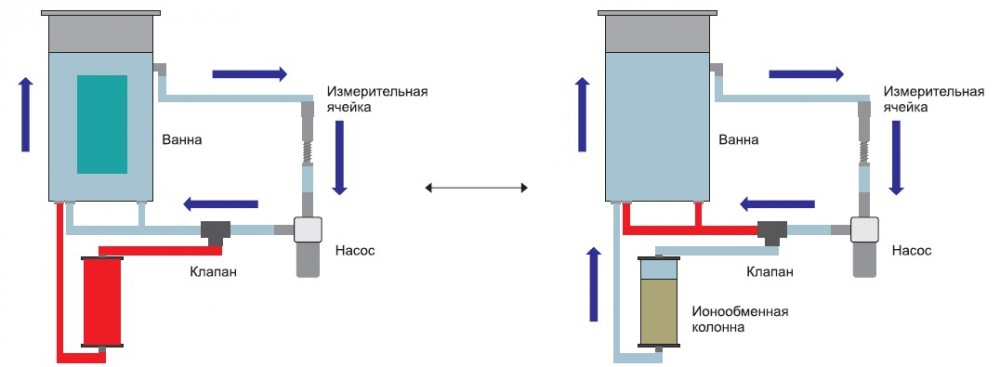
Рис. 3. Принцип работы измерительной установки на основе метода PICT, представляющей собой статическую систему контроля с замкнутым контуром обратной связи согласно п. 2.3.25 стандарта IPC-TM 650: слева — в режиме контроля; справа — в режиме регенерации
Расход раствора был оптимизирован во избежание излишней турбулентности в ходе цикла контроля. Это позволяет обеспечить быстрое удаление ионных загрязнений с поверхности печатного узла и сократить длительность цикла контроля. Кроме того, удалось ослабить влияние реакции образования угольной кислоты из двуокиси углерода. Тем не менее, компенсация влияния двуокиси углерода является ключевым условием достижения воспроизводимости результатов измерений при анализе ионных загрязнений. В зависимости от условий окружающей среды (например, от состава атмосферы, температуры, относительной влажности и т.д.), электропроводность растворителя может повышаться из-за образования угольной кислоты с последующей ее диссоциацией на катионы водорода и карбонат-анионы. По результатам тестовых измерений при разных условиях среды для разных производственных площадок было математически вычислено значение поправочного коэффициента, компенсирующего влияние двуокиси углерода. Анализ растворов с низкой концентрацией ионов требует использования высокоточной ячейки для измерения электропроводности. Для этой цели применяется твердотельная ячейка, подключенная к баллистическому усилителю. Такая схема обеспечивает измерение с точностью ±0,005 мкСм/см.
Чтобы использовать контроль уровня ионных загрязнений в качестве элемента управления технологическими процессами при производстве изделий электроники, было проведено исследование повторяемости и воспроизводимости методики контроля на нескольких производственных площадках. Оборудование для контроля было установлено на пяти производственных площадках, расположенных в разных точках мира, и прошло наладку в соответствии с техническими требованиями поставщика. В каждом случае через датчик электропроводности анализатора вводилось с последующей циркуляцией 2 мл измерительного раствора хлорида натрия массовой концентрацией 0,1%. Измеряемое в непрерывном режиме значение электропроводности раствора пересчитывалось в эквивалентное значение хлорида натрия (мг-экв/см2 NaCl) по известной площади поверхности.
Результаты анализа повторяемости приведены на рис. 4. На одной производственной площадке в течение трех дней было выполнено 40 измерений с использованием раствора натрия хлорида массовой концентрацией 0,1%. Статистических выбросов в данных не обнаружено. Исходя из имеющихся данных, внутренний отказ анализатора был бы обнаружен с вероятностью 96,8%. При этом наблюдался небольшой рост показаний прибора в течение каждого из трех дней с последующим снижением за ночь. Этот эффект можно объяснить влиянием температуры измерительного раствора при последовательном выполнении измерений на протяжении одного дня. Повышение температуры раствора ведет к увеличению подвижности ионов и, соответственно, к повышению электропроводности. Процесс был признан способным обеспечить требуемую точность (±10 %). В целом повторяемость анализатора отвечает критериям «6 сигма».
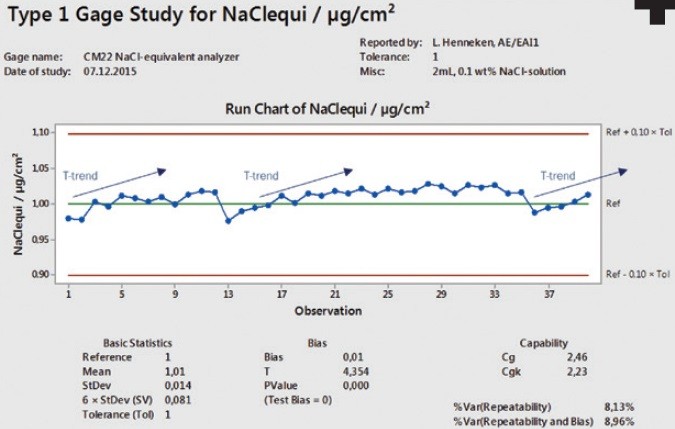
Рис. 4. Анализ повторяемости измерений эквивалентной поверхностной плотности NaCleq в мкг/см2 по результатам сорока измерений на одной площадке с использованием раствора хлорида натрия массовой концентрацией 0,1% (снимок с экрана измерительного прибора)
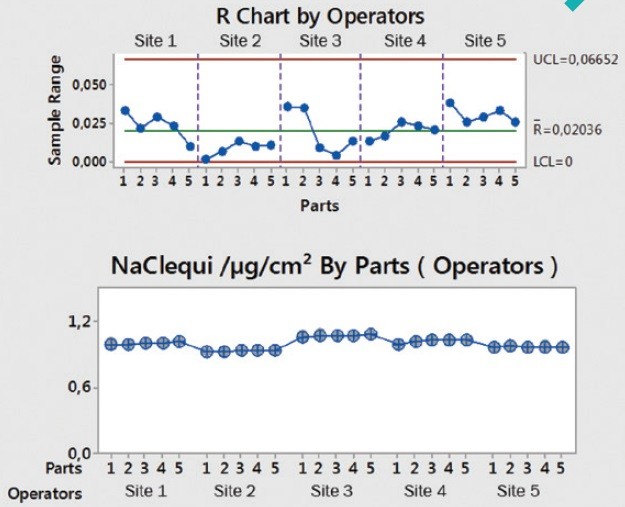
Рис. 5. Результат кругового сличения результатов измерения уровня ионных загрязнений на пяти различных производственных площадках по всему миру (снимок с экрана измерительного прибора)
Исследование воспроизводимости выполнялось с использованием пяти различных анализаторов на пяти производственных площадках, расположенных в разных точках мира. Посредством унифицированных рабочих инструкций и указаний по порядку местной калибровки был обеспечен единообразный порядок выполнения измерений. При анализе результатов особенно важно учитывать вариации лабораторной подготовки жидкостей (дозирование пипеткой, контроль температуры и т.д.). Расчетная ширина доверительного интервала составила ±8,8%, что приемлемо для целей химического анализа. Графики на рис. 5 демонстрируют лишь незначительное отклонение измеренных значений, полученных на отдельных площадках. Вывод таков, что оптимизированная по параметрам методика контроля уровня ионных загрязнений может использоваться в качестве элемента управления технологическими процессами для определения уровня ионных загрязнений печатных узлов.
Влияние технологических параметров и оптимизация технологического процесса
С помощью описанной выше методики контроля можно исследовать влияние некоторых технологических параметров на уровень ионных загрязнений. На рис. 6 показано, как некоторые факторы влияют на итоговое значение ионных загрязнений в мг-экв/см2 NaCl на уровне изделия.
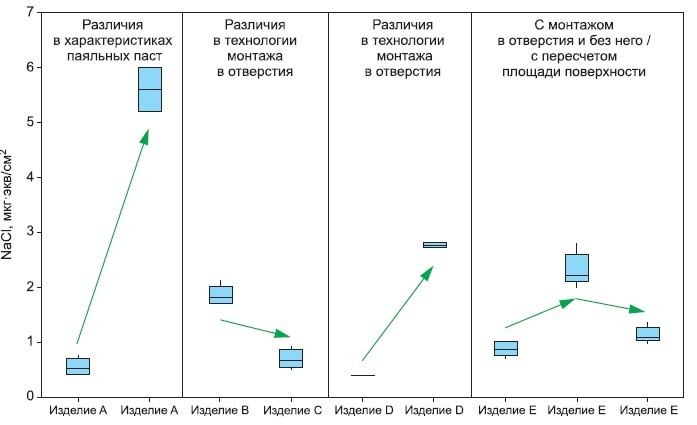
Рис. 6. Измеренный уровень ионных загрязнений для различных изделий при использовании разных материалов и технологических процессов
Различия в характеристиках материалов (например, паяльной пасты, флюса для селективной пайки и т.д.) оказывают сильное влияние на результаты измерения уровня ионных загрязнений. Их значение меняется в зависимости от химической активности и инкапсуляции остатков флюса после пайки. Следует отметить, что чем больше этапов в процессе сборки, тем больше разброс абсолютного значения на уровне изделия. Можно, однако, вести мониторинг отклонений технологических параметров, анализировать их глубинные причины и устранять эти причины с прицелом на обеспечение устойчивости технологического процесса.
Выводы
Как подчеркивалось выше, причиной электрохимической миграции служит наличие электрического поля и сплошной водяной пленки между соседними токопроводящими дорожками. Ионные загрязнения являются побочным следствием использования определенных материалов и технологических процессов. Они могут ускорять электрохимические процессы в условиях высокой температуры и влажности. Соответственно, измерение уровня ионных загрязнений не позволяет прогнозировать влагостойкость печатных узлов. Для оценки влагостойкости конструктивных элементов можно использовать измерение поверхностного сопротивления изоляции (SIR) на основе стандарта IPC 9202.
Результаты внедрения метода технологического контроля уровня ионных загрязнений (PICT) демонстрируют его преимущества по сравнению с используемым в настоящее время методом определения удельного сопротивления экстракта загрязнений в растворителе (ROSE). Благодаря оптимизации системы и унифицированным рабочим инструкциям, удалось обеспечить соблюдение критериев «6 сигма» по повторяемости и достаточную воспроизводимость результатов измерения уровня ионных загрязнений на пяти производственных площадках, расположенных в различных точках мира. Этот подход пригоден для управления технологическими процессами и открывает возможности для их оптимизации.
Контроль уровня ионных загрязнений может применяться как элемент управления технологическими процессами для мониторинга уровня ионных остатков на поверхности электронных узлов на выходе нескольких технологических процессов
Различия в характеристиках материалов оказывают сильное влияние на результаты измерения уровня ионных загрязнений
Официальный сайт Группы компаний "Диполь": www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Производство электроники Контроль качества сборки электронных модулей Контроль качества отмывки Система оценки ионных загрязнений
Читайте также
 Избежать ремонта: технология процесса Стопроцентное измерение параметров нанесения паяльной пасты без снижения скорости
Избежать ремонта: технология процесса Стопроцентное измерение параметров нанесения паяльной пасты без снижения скорости  Контроль качества нанесения конформных покрытий Контроль качества — ключевой аспект технологического процесса нанесения конформного покрытия и залог успешного выполнения данной операции
Контроль качества нанесения конформных покрытий Контроль качества — ключевой аспект технологического процесса нанесения конформного покрытия и залог успешного выполнения данной операции  Технические достижения в области рентгеновского контроля Последние технические достижения в области рентгеновского контроля с акцентом на частичную компьютерную томографию и методы автоматизации
Технические достижения в области рентгеновского контроля Последние технические достижения в области рентгеновского контроля с акцентом на частичную компьютерную томографию и методы автоматизации 

