Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
Контрактное производство электроники. Простые рецепты для сложных задач

Несмотря на сравнительно небольшой объем внутреннего российского рынка контрактной сборки и существующее у нас до сих пор недоверие к аутсорсингу, этот рынок постепенно развивается, и в некоторых его сегментах даже становится тесновато от обилия предложений. Тем не менее появляются новые игроки, и некоторые из них планомерно добиваются всё больших успехов.
Почему так происходит? Почему даже предприятия, которые имеют свое сборочно-монтажное производство, иногда обращаются к контрактникам? И, главное, – почему одни контрактники едва сводят концы с концами, а другие завидными темпами расширяют свою долю рынка?
Направляясь в одну из таких компаний – зеленоградское ООО «МикроЭМ Технологии», – мы задавались именно этими вопросами. Отвечал нам генеральный директор компании Георгий Викторович Левин.

Георгий Викторович, как образовалась компания «МикроЭМ Технологии»?
Наше предприятие входит в Группу компаний «МикроЭМ» (ГК «МикроЭМ»), история которой началась в 1997 году. На сегодняшний день ГК занимает лидирующие позиции среди дистрибьюторов электронных компонентов в России и странах СНГ.
Добившись успеха в качестве дистрибьютора, ГК «МикроЭМ» стала открывать новые направления бизнеса. Одним из таких направлений стала разработка и производство электроники для предприятий отечественной автомобильной промышленности. Первоначально сборка изделий отдавалась на аутсорсинг, но автопром тогда активно рос, заказов было много, и руководство приняло решение об организации своего сборочного производства.
Так в составе ГК «МикроЭМ» появилась компания «МикроЭМ Технологии» – производственное предприятие для изготовления электронных узлов, спроектированных и скомплектованных специалистами ГК. Автоматическая линия поверхностного монтажа была введена в строй в ноябре 2014 года и через две недели дала первую продукцию.
Раз сегодня у вас две линии, надо понимать, дело пошло хорошо?
Поначалу мы занимали небольшое помещение, в нем стояла линия, работали четыре монтажника, регулировщик, был маленький склад компонентов и минимально оборудованный ОТК – мы представляли собой типичное контрактное производство начального уровня. Но мы сразу настроились на максимально серьезное отношение к качеству продукции и стабильности технологического процесса. Автопром – строгий заказчик, он требовал неуклонного соблюдения показателя дефектности – ppm – на уровне не выше 170 пунктов. Так что в течение первого года мы развивались, приобретали необходимые компетенции.
Скоро выяснилось, что на рынке много контрактных производителей, работающих в низком и среднем сегментах – как ценовом, так и качественном. А вот компаний, работающих по стандартам ГОСТ и IPC, оказалось совсем немного; ниша, в которой действуем мы, до сих пор не заполнена на 100%.
Осознав такое положение дел, мы стали предлагать свои услуги сторонним организациям. Количество заказов быстро росло, мы стали работать в две смены, а порой и в три. А затем – мы совсем этого не ждали – наступил момент, когда количество заказов стало расти лавинообразно. Ситуация требовала всестороннего усиления: и по площадям, и по инженерному обеспечению производственной площадки, и по уровню компетентности персонала, и, конечно, по параметрам технологического оборудования.
Но такое усиление требует немалых затрат. Вы воспользовались банковским кредитом?
Нет, нам был предоставлен заем от Московского фонда поддержки промышленности и предпринимательства, позволивший создать первоклассное производство. Приобрели на пециализированной площадке новое помещение, сделали правильный проект и основательный ремонт с заливкой антистатических полов, закупили оборудование, которое не только имеет более высокие характеристики, чем машины первой линии, но и ликвидирует некоторый недостаток ее функционала, который мы стали со временем ощущать.
Быстрота получения результата опять стала неожиданностью. Оборудование было запущено немногим менее года назад, а на сегодня объем производства уже вырос в несколько раз. При этом доля заказов ГК «МикроЭМ» не превышает пятой части оборота, остальное – свободный рынок.
Такой рост производства сопровождался почти двукратным увеличением численности коллектива; и мы опять работаем в две, а чаще в три смены.
Чем же вы объясняете такой успех?
Я бы не сказал, что у нас есть какие-то коммерческие или технологические секреты. Мы определили для себя: работаем строго по документации, выполняем требования Так сегодня выглядит участок автоматизированного поверхностного монтажа стандартов. Не беремся за то, чего сделать не можем, будь то по причине недостатка квалификации или вследствие ограничений по возможностям оборудования.

Все компании, занимающиеся контрактной сборкой электроники, находятся в равных условиях: у всех одинаково свободный доступ к рынкам оборудования, материалов, рабочей силы. Выделиться помогают только два фактора: исполнение обязательств, в первую очередь по качеству, и цена, минимальная для предлагаемого уровня качества. Первое достигается квалификацией персонала и технологической дисциплиной. Второй фактор обеспечивается мониторингом всех аспектов организации труда для отыскания точек возможной оптимизации производственного процесса. Эта работа не прекращается никогда: ходим по кругу, по известному циклу Деминга.
Расскажите о вашей клиентской базе.
Сейчас у нас имеется порядка 100 постоянных заказчиков, то есть таких, которые размещают заказы с той или иной периодичностью в рамках долговременных контрактов. С некоторыми из них у нас подписан трехлетний договор; мы предложили этим компаниям специальные финансовые условия, предоставили дополнительные гарантии. Много годовых контрактов, которые ежегодно пролонгируются.
Вторая группа – спорадические заказы. У одних компаний просто такая потребность в сборке, другие приходят к нам от своего обычного партнера-контрактника в периоды, когда тот полностью загружен или перестал устраивать по какому-либо параметру. Очень приятно, когда обращаются клиенты, у которых есть собственное производство, но в данный момент оно не может справиться с требуемыми объемами выпуска. В период пиковых нагрузок надежный партнер-контрактник – большая ценность. Среди разовых заказчиков есть и конечные потребители, которым электронные узлы нужны для использования в собственном оборудовании.
Наши цены, хотя и не самые высокие, но несколько выше, чем средние по рынку. В них заключены доскональный мониторинг технологических процессов, большой штат ОТК, технологические и организационные новшества, постоянно внедряемые нашими специалистами. И результат всегда весомее, чем превышение цены над предложениями конкурентов.
Что касается нашей доли рынка, то мы задавались целью подсчитать ее, но после пары попыток осознали, что вряд ли это можно сделать корректно, так как невозможно сколько-нибудь точно оценить общий объем этого рынка. Существует несколько подходов, и ни один из них нельзя признать достаточно объективным. Одно из основных пре-пятствий для вычислений – наличие на рынке производителей пользовательской продукции, которые часть мощностей отдают под контракт, и данные по выпуску у них консолидированные. Однако можно понять динамику по некоторым непрямым признакам, и мы видим, что она положительная – занимаемая нами доля рынка растет. Предполагаем, что в топ‑10 мы уже входим или сделаем это к концу текущего года.
Подчеркну: параметр, по которому мы проводили оценку, это доход от оказываемой услуги, без стоимости компонентов и печатной платы, – только работа.
Как вы производили закупку оборудования для новой линии?
Попытка приобрести оборудование через закупочный офис «МикроЭМ» в Германии оказалась не самой интересной – возникли вопросы по дальнейшему обслуживанию и исполнению гарантийных обязательств. Следующим шагом было обращение к официальным представителям фирм-производителей в России или их дистрибьюторам. Говорили с ними в открытую: вот цены, которые мы ожидаем. Большинство пошло навстречу, и все машины, за одним исключением, были куплены в России.
Каковы физические объемы вашего производства, его номенклатура?
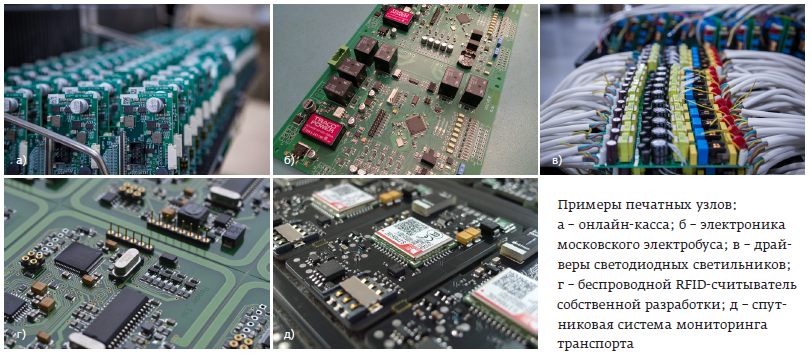
Наши компетенции: электроника для транспорта; теле-коммуникационное оборудование, телеметрия и связь; медицинская техника; техника специального назначения; промышленная электроника и автоматика; контрольно-кассовая техника (онлайн-кассы); светодиодные модули и источники питания для них.
Чтобы охарактеризовать производство, назову вам три цифры. Средний объем разового запуска – 3 тыс. печатных узлов одного артикула; различных артикулов бывает около 600 в год; общий объем выпуска в 2018 году составил более 2 млн печатных узлов.
Как вы решаете вопросы комплектации при подготовке производства?
По компонентам у нас работают три варианта. Первый – получение в виде давальческого сырья от клиентов; второй – покупка на рынке у дистрибьюторов, в том числе и у головной компании; третий – смешанный.
Комплектация от заказчика часто создает проблемы. У нас горизонт планирования – две-три недели, и не было еще ни одной недели, чтобы не раздался звонок: не можем привезти в срок. Мы всё понимаем, но факт состоит в том, что наш план сломан… Поэтому мы меняем подход – создаем специальную структуру для производственной комплектации, сейчас идет ее настройка.
Что касается обеспечения производства печатными платами, то в этом вопросе мы уже давно ведем активную политику. Мы предлагаем клиентам свои услуги в разработке плат. Схемотехника – это дело разработчика. А вот размещение на групповой заготовке, технологические поля и прочие нюансы, определяющие быстроту и качество сборки, – это уже наша компетенция.
У нас есть прямые договоры с российскими производителями печатных плат, с китайскими заводами, и наше ценовое предложение получается не хуже, а чаще всего лучше того, что клиент может получить, заказывая платы самостоятельно. Это отдельное направление бизнеса, и развивается оно очень неплохо.
Занимается ли компании «МикроЭМ Технологии» собственной разработкой?
У нас есть собственный квалифицированный дизайн-центр. Его компетенции охватывают три области: автоэлектронику, беспроводные устройства (RFID, GPS/ГЛОНАСС, IoT, телеметрия) и светотехнику. В этих областях ГК «МикроЭМ» реализует полный цикл: идея – разработка – конструирование печатных плат – изготовление и испытание макетов – программирование – серийное производство – гарантийное обслуживание.
В пределах указанных компетенций мы также можем дорабатывать имеющиеся у клиента устройства. Сейчас это массово происходит, например, в сегменте счетчиков. Рынку нужны устройства с передачей данных в диспетчерские пункты с использованием протоколов NB и LORA, и мы делаем из «обыкновенных» счетчиков «умные».
Производственные участки компании нам показал главный технолог ООО «МикроЭМ Технологии» Павел Николаевич Константинов.
Павел Николаевич, первая линия собиралась только под задачи головной компании?
Да, мы исходили из потребностей ГК «МикроЭМ». Линия состоит из трафаретного принтера MPM Momentum американской компании Speedline Technologies, двух станков фирмы Yamaha – чип-шутера YS24X и среднеско-ростного установщика для крупных компонентов YS12F, – конвекционной печи фирмы TSM (бывший Samsung) и южнокорейской АОИ MirtecMV‑7xi.
Эта линия имеет одну особенность: разгрузчики в ней установлены и до, и после АОИ. Это связано со спецификой применения: теперь, когда у нас есть вторая линия, значительную часть продукции первой составляют светодиодные модули. Их пайка проверяется технологом и ОТК в процессе монтажа, а 100%-ный функциональный контроль проходит вся партия, так что проводить инспекцию не нужно, и этот тип продукции мы изготавливаем без участия АОИ – снимаем с разгрузчика, стоящего перед ней, сберегаем ее ресурс.
Во второй линии вы установили более производительный принтер…
Да, Momentum оказался слабым местом первой линии, и для второй мы выбрали высокоскоростную немецкую машину EKRA Serio 4000 Volume. Новая линия хорошо сбалансирована и имеет гораздо более высокие параметры, чем первая. В ней установлены уже три монтажных автомата Yamaha YSM10, из которых два укомплектованы как чип-шутеры, а третий – как прецизионный установщик. Конвекционная печь REHM VisionXC с функцией пайки в азотной среде и принудительным охлаждением позволяет построить идеальный температурный профиль, прямо как в учебнике.

И, наконец, АОИ Koh Young Zenith – полноценная 3D‑инспекция, в которой измерение высоты и формы производится по методу многочастотного муара. Главное ее достоинство – она дает незначительное число ложных срабатываний. АОИ первой линии – это так называемая 2,5D‑инспекция, выдающая значительное число ложных тревог. У новой инспекции этот параметр не превышает 12–13% – очень хороший результат.
Мы предполагаем в ближайшем будущем установить в линию автоматическую инспекцию пасты (АИП), а пока обходимся встроенной системой технического зрения принтера, которую программируем на контроль критических участков платы.
Трафареты вы делаете сами?
Значительный процент производственного брака является следствием неверного нанесения паяльной пасты. Поэтому трафареты разрабатываем всегда сами, а вот изготовление отдаем на аутсорсинг. При разработке мы опираемся на рекомендации IPC, требования производителей элементной базы и на свой собственный опыт. Ведем базу знаний – как правильно спроектировать каждый элемент трафарета, – так что сделать эту работу можно и тогда, когда профильного инженера нет на месте.

Рамы у трафаретов стандартные, их можно применять на обеих линиях.
Означает ли это, что любой ваш продукт можно сделать на любой из линий?
Да, в принципе, можно, но линии отличаются в некоторых нюансах.
Например, на одной из них лучше работать с платами длиной не более 300 мм – быстрый установщик в ней имеет два монтажных стола и две головы, так что возможна параллельная сборка двух мультиплат, если каждая из них помещается на одном столе. Далее, в принтере MPM Momemtum установлена опция – дозатор, поэтому платы с двусторонним монтажом и тяжелыми компонентами запускаются на этой линии. Мы сделали разделение по насадкам, используемым в установщиках. Несколько различны характеры процессов в печах оплавления, это тоже учитывается при распределении запусков между линиями. Все изделия с ответственным применением проходят через линию с азотной печью.
Но самое большое отличие состоит в качестве оптической инспекции. На второй линии с ее полностью трехмерной АОИ можно смело запускать самые ответственные изделия, в то время как изготовление их на первой линии с ее 2,5D-АОИ требует особого внимания при контроле на других этапах.
Кроме того, вы видите, что линии расположены так, что выход одной находится рядом со входом другой. Главное преимущество такой компоновки – удобство организации сборки изделия на двух линиях одновременно. Это случается при монтаже самых насыщенных изделий: так, недавно мы собирали печатные узлы, применяемые в медицинском приборе ультразвукового мо- ниторинга, у которых на одной стороне было 954 компонента более чем 200 типономиналов.
В каких случаях применяется рентгеновский контроль?
Некоторые заказчики требуют выборочного рентгеновского контроля, другие заказывают отчет по 100% изделий в партии, третьим он вообще не нужен. Но мы выработали обязательное правило: используем рентген постоянно, вне зависимости от пожеланий заказчика. Частота проверок основана на опыте: если плата сложная, проверяем каждую десятую, для совсем простых достаточно проверить одну из 50-ти. Если мы знаем, что у данного изделия низкий ppm, то можно проверять пореже, ppm повыше – проверяем чаще. Для первых плат в запуске рентгеновский контроль обязателен.

Как вы работаете с выводными компонентами?
Преимущественно используем ручной монтаж, но есть и система селективной пайки. Она эффективна на объемах от тысячи штук изделий одного артикула. Такие заказы у нас часты, с ними мы не справились бы без этой сложной системы. У нас нет пайки волной. Считаю, что установка селективной пайки делает эту операцию точнее и без побочных проблем, связанных с пайкой волной.
В настоящее время ведется замена системы отмывки. Вместо промышленной установки компании Miele (Германия) ставим более производительную систему проходного типа. Уже заключен контракт на ее поставку, монтаж намечен на октябрь.
Проводите ли вы электрическое тестирование своей продукции?
Многие изделия заказчики забирают и тестируют у себя. Для других мы сами проводим и функциональный контроль, и тестирование, в некоторые изделия записываем их рабочие программы. Оборудование и методики должен предоставить заказчик. Мы можем помочь ему в изготовлении тестовой аппаратуры, но ответственность остается за ним.
Теперь мы знаем все направления вашей деятельности?
Имеется еще кабельный участок, предлагающий работы разной сложности: от простой мерной резки с зачисткой изоляции до изготовления сложных кабельных сборок. Пайки на этом участке нет, работаем по технологии обжима наконечников (кримпования). Интересно, что значительная часть оборудования – все оно японского производства – очень возрастная: по 12, даже 15 лет. Однако – работает, что, кстати, не всегда можно сказать про современные станки.

Закончив осмотр производства, мы переместились в переговорную комнату и продолжили задавать директору вопросы общего порядка.
Георгий Викторович, как практически воплощается то отношение к качеству, о котором вы говорили?
Я выделил бы здесь три составляющие.
В первую очередь это квалификация персонала. У нас высокопрофессиональный главный технолог, вы с ним уже познакомились. К нему приезжают консультироваться специалисты из очень серьезных компаний. Он постоянно ищет информацию в зарубежной специализированной литературе и СМИ, изучает новые материалы, экспериментирует с технологическими процессами. Он, так же как и я, и другие ведущие специалисты, не жалеет сил на обучение персонала.
Обучение у нас ведется постоянно. К нам приезжают представители производителей оборудования, материалов, мы отправляем людей на семинары – фактически, каждый месяц у нас кто-то находится на учебе. На эти цели у нас выделен солидный бюджет. В результате не только инженеры, но и все операторы пишут программы для всего оборудования. Очень высок уровень взаимозаменяемости работников.
Вторая составляющая – неукоснительно выдерживаемый порядок запуска изделия в производство. Первым делом проводится проверка, а если надо, то и доработка документации заказчика. Бывают ведь заказчики, которые даже не знают, что существует такой файл – Pick&Place. В менее жестких случаях приходится в той или иной мере дорабатывать документацию для повышения технологичности продукта, для чего мы разработали процедуру, фактически представляющую собой применение концепции DFM (Design For Manufacturability) в наших условиях. У нас есть инженер по DFM, который прорабатывает с заказчиком каждый существенный проект с заполнением специального чек-листа.
А дальше вступает в действие вторая процедура – NPI (New Product Introduction). Начиная с определенной сложности изделия, она абсолютно обязательна. Заказчик может просить, чтобы быстрее запустили партию, убеждать, что не первый раз делает этот продукт… Один раз мы уступили, имели большие проблемы и с тех пор зареклись. Изготавливаем несколько изделий с минимальной автоматизацией, отдаем на тестирование заказчику и ждем обратной связи. Если у клиента все заработало, запускаем 30–50 шт., уже с использованием всего имеющегося оборудования. Как правило, на этих этапах приходится вносить хотя бы незначительные корректировки: оборудование, материалы имеют свои особенности, настройки процессов слегка отличаются. Проделав все это, мы получаем уверенность, что неожиданностей не будет, и приступаем к выпуску серии.
Третий фактор – постоянный контроль в процессе производства. Он начинается с входного контроля компонентов и плат и продолжается в многих точках процесса. Например, когда первое изделие запуска выходит из установщика, конвейер останавливается, и на специально оборудованном в линии рабочем месте с хорошим освещением оператор и технолог вместе производят поэлементную сверку «живого» печатного узла со сборочным чертежом. Несколько первых узлов любого запуска мы проверяем на рентгеновской установке, потом – с определенной периодичностью. Контроль нанесения пасты, АОИ, ОТК, тестирование – всё это вы уже видели.
Вас беспокоят проблемы с персоналом?
Одна из них общеизвестна: образование, которое сегодня дают в учебных заведениях, плохо соответствует потребностям современного производства. С инженерным составом еще более или менее терпимо. И я, и Павел Николаевич закончили МИЭТ по специальности «Производство и конструирование интегральных микросхем», но базовые знания нам преподавали хорошо, и особых проблем с освоением близкой специальности у нас не было.
А вот с рабочими профессиями дела обстоят совсем плохо. Я объездил в поисках кадров многие города страны, и самое близкое, что смог найти, это монтажников радиоэлектронной аппаратуры – тех, кто умеет паять руками. А тех, кто может работать на современных станках, писать для них программы – их можно только вырастить у себя. Вот от вас услышал о подготовке таких специалистов в МГТУ. Собираюсь с началом учебного года к ним в гости.
Вы вырастите профессионалов, но ведь они могут уйти…
Вот с этим у нас проблем нет. За пять лет существования мы расстались с тремя сотрудниками, причем один ушел только потому, что переехал в другой город.
Текучка кадров у нас отсутствует. Свою роль в этом играет постоянное обучение – люди втягиваются в дело, занимают свое место в коллективе и не спешат всё это менять. Зарплата в компании несколько выше, чем в среднем по рынку. Хорошие условия труда, благожелательный климат в коллективе, интересная работа, корпоративное питание, дважды в неделю организуем занятия спортом: футбол, волейбол, баскетбол… Думаю, сочетание факторов, стабилизирующих кадровый состав, у нас одно из лучших среди компаний, занимающихся контрактной сборкой электроники.
Вы пробовали обсуждать с иностранными компаниями вопрос локализации их производства в России?
Среда, в которой приходится существовать российскому бизнесу, непонятна для иностранцев, они считают инвестиции в него рискованными. Мы уже два года активно ищем таких заказчиков – и здесь, и за границей, на выставках типа electronica и Productronica. Имеем шесть готовых меморандумов о сотрудничестве и один подписанный контракт. Зарубежные компании провели у нас более 10 аудитов. Последний был проведен очень известной зарубежной компанией, их аудит сам по себе достаточный повод для гордости. Спрашиваю: что дальше? Ответ: передаем руководству, принятие решения – в конце года…
В августе прошло собрание Контрактного комитета при Ассоциации разработчиков и производителей электроники. Съехались многие контрактники России, и каждый в своем выступлении говорил: работаем с локализацией. Но лишь одна компания смогла рассказать о реально осуществляемом проекте.
Напоследок, если можно: кого вы считаете своими конкурентами?
Тут следовало бы начать с того, что сам принцип контрактной сборки воспринимается типичным российским заказчиком с настороженностью. Впрочем, и при таком отношении хороших компаний-контрактников достаточно много. Но я не вижу среди них кого-то, кто поставил бы себе правилом неизменно высокое качество продукции и никогда не выходил бы за рамки этого правила. Отечественные контрактники варьируют уровень качества в зависимости от характера конкретного заказа и потому в одних случаях могут быть нашими конкурентами, а в других таковыми не являются.
В условиях отечественного рынка контрактные производители чаще ощущают себя союзниками, единомышленниками, чем конкурентами. Да, мы часто сталкиваемся в тендерах с коллегами, с теми же нашими соседями по Зеленограду, и соперничество бывает довольно острым. Но за пределами тендеров мы кооперируемся, помогаем друг другу и вообще поддерживаем прекрасные отношения. Такая вот конкуренция.
Спасибо за интересный рассказ.
Профиль компании ООО "МикроЭМ Технологии": https://industry-hunter.com/MicroEM
Интервью впервые опубликовано в журнале ЭЛЕКТРОНИКА НТБ № 7 за 2019 год.
Сайт издательства: http://www.electronics.ru
Подписка на журнал: http://www.electronics.ru/journal/order/
Понравилась статья? Поставьте лайк


