



Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
Преодолевая сопротивление нормативов
Сергей Федоров, главный технолог
За последние годы в отечественной радиоэлектронной отрасли произошли большие изменения: проведена модернизация оборудования на производствах по монтажу электронных блоков, применяются современные технологии монтажа электронных компонентов и новые материалы, также значительно расширилась номенклатура электронных компонентов, выпускаемых отечественными производителями. Сегодня сложилась следующая ситуация. С одной стороны – производство обладает современным оборудованием и технологиями монтажа (методами пайки, отмывки, контроля). С другой стороны – нет нормативной базы на применение этого нового оборудования и материалов (например, конвекционных и парофазных печей для пайки оплавлением, паяльных паст, отмывочных жидкостей). Выход из этой ситуации – разработка новых нормативных документов, технических условий, учитывающих современные технологические возможности производств радиоэлектронной аппаратуры. Предлагаемая статья – это попытка призвать производителей отечественных электронных компонентов адаптировать выпускаемые ими изделия и ТУ к современному радиоэлектронному производству. Предполагается последующее обсуждение этой темы и продолжение публикаций.
Отечественная нормативная база в большинстве своем описывает устаревшие технологии монтажа электронных компонентов, не учитывая современные технологические возможности производства радиоэлектронной аппаратуры. Как правило, в технических условиях (ТУ) нет указаний по монтажу электронных компонентов с использованием ставших уже стандартными технологиями групповой пайки оплавлением в конвекционных печах, а также указаний по применению различных методов отмывки и об ограничениях, с ними связанными.
Нет также стандартных требований к компонентам, поступающим на поверхностный монтаж: не все они имеют упаковку для автоматизированного монтажа (ленты, пеналы, матричные поддоны), покрытия выводов и корпусов не всегда позволяют производить качественную пайку.
Кроме того, современные методы автоматизированного монтажа предполагают использование достаточно агрессивных технологий отмывки, но зачастую не все отечественные материалы, используемые для защиты корпусов, совместимы с современными отмывочными материалами. Далее – монтаж некоторых компонентов невозможно выполнить в принципе, поскольку отсутствует формовка выводов. Иными словами, на отечественных производствах с большими технологическими возможностями по монтажу электронных блоков нет достаточной информации (ТУ), регулирующей применение отечественных электронных компонентов.
Так сложилось, что в первые годы существования компании «Абрис-Технолоджи» доля отечественных поверхностно монтируемых электронных компонентов (SMD) в производимых изделиях была ничтожно мала. Сами изделия были просты. Их монтаж с использованием ручных методов сборки не представлял больших проблем. Со временем в изделиях, выпускаемых компанией, увеличивалось количество отечественных электронных компонентов. Сами изделия стали сложнее: в их состав входили как зарубежные микросхемы в корпусах типа BGA, так и отечественные микросхемы и пассивные электронные компоненты. Увеличивался и объем производства электронных блоков. Производить монтаж поверхностно монтируемых электронных компонентов вручную стало просто экономически неэффективно. Одновременно с этим вопрос «совместимости технологий» монтажа электронных компонентов отечественного и зарубежного производства становился все актуальнее. И если часть проблем, с этим связанных, можно решить своими силами: отформовать выводы микросхем, упаковать электронные компоненты в упаковку для автоматизированного монтажа и т.д., то выполнить при этом автоматизированный монтаж таких компонентов, например с использованием конвекционной пайки, без нарушения ТУ, не представляется возможным.
Пытаясь решить эту проблему, специалисты компании «Абрис-Технолоджи» неоднократно обращались к производителям электронных компонентов с запросами о возможности пайки с использованием конвекции. Но вопрос, в лучшем случае решался частично: изготовитель электронных компонентов давал разрешение на использование предлагаемой технологии только в рамках исполнения конкретного заказа.
Переломным стал 2013 год. При подготовке к серийному производству изделия, состоящего из более 550 резисторов Р112 (типоразмер 0402) отечественного производства, микросхем зарубежного производства в корпусах BGA, LGA, QFN, QFP и микросхем с малым шагом выводов, встал вопрос о применении автоматизированного монтажа отечественных SMD-резисторов с последующей отмывкой электронных блоков в системе струйной отмывки. В ТУ производителя резисторов были указаны только два возможных варианта технологии их монтажа: пайка вручную и групповая пайка волной. При этом заказчик настаивал на выполнении монтажа его изделий с использованием линии автоматизированного монтажа, в состав которой входила конвекционная печь. Использовать технологию, не указанную в ТУ на изделие, компания «Абрис-Технолоджи» не имела права. Во-первых, в случае выхода изделия из строя в процессе эксплуатации по причине нарушения технологии пайки, ответственность легла бы на «Абрис-Технолоджи». Во-вторых, существовал риск вывести из строя при монтаже электронные компоненты (в данном случае резисторы Р112 (АЛЯР.434110.005 ТУ), производитель ОАО «НПО «Эркон», г. Н. Новгород).
Для решения вопроса о возможности применения пайки резисторов Р112 в конвекционной печи методом оплавления в ОАО «НПО «Эркон» было принято решение провести совместно с «Абрис-Технолоджи» тестовые пайки своих изделий. Цель работы – выяснение принципиальной возможности использования технологии конвекционной и парофазной пайки оплавлением для монтажа резисторов данного производителя и разработка обобщенных рекомендаций по монтажу. Осенью 2013 года на производстве компании «Абрис-Технолоджи» были произведены тестовые пайки резисторов Р112 (АЛЯР.434110.005 ТУ) и Р18МП (ОЖ0.467.164 ТУ). После получения положительных результатов было принято совместное решение провести более полные исследования возможности пайки этих резисторов с применением технологии оплавления в конвекционной и парофазной печах.
На основании полученных в ходе первых испытаний данных специалисты компании «Абрис-Технолоджи» совместно со специалистами ОАО «НПО «ЭРКОН» разработали печатную плату (рис.1), позволяющую проводить монтаж резисторов типоразмеров от 0402 до 2512, оценивать качество паяных соединений и контролировать электрические параметры резисторов. Также совместными усилиями была разработана программа испытаний, которая выявляла возникшие в процессе испытаний дефекты паяных соединений и электронных компонентов. При разработке программы были смоделированы типовые технологические процессы, используемые на производствах в нашей стране. Испытания проводились на имеющемся в «Абрис-Технолоджи» оборудовании в различных комбинациях.
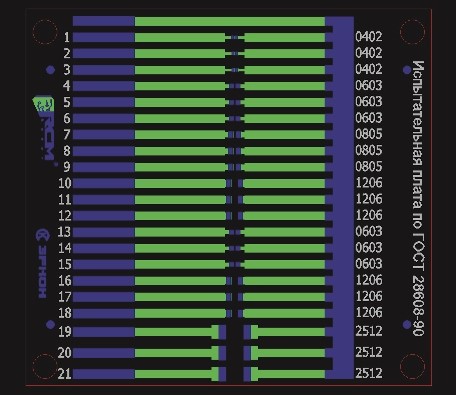
Рис. 1 Gerber-файл тестовой платы
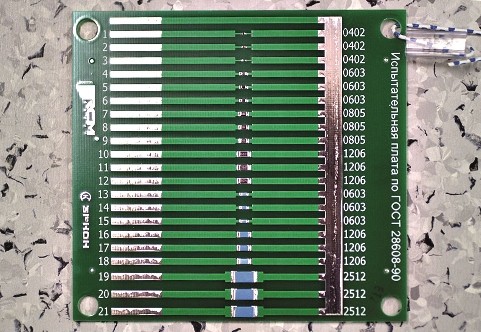
Рис. 2 Тестовая плата с установленными резисторами, финишное покрытие контактных площадок ПОС-61
Для проведения тестов ОАО «НПО ЭРКОН» предоставило все типоразмеры чип-резисторов в упаковке для автоматизированного монтажа (лентах). В качестве экспертов при оценке результатов были привлечены представители ВП МО РФ, специалисты группы компаний «Диполь», сотрудники компании Balver Zinn/Cobar (Германия). Испытания проводились на печатных платах с двумя вариантами финишных покрытий: ПОС61 (рис.2) и иммерсионное золото.

Рис. 3 Нанесение паяльной пасты на печатные платы
При монтаже резисторов применялись технологические материалы нескольких производителей.
Паяльные пасты:
- Cobar Sn62OT2 (состав: Sn62Pb36Ag2), COBAR, Германия;
- INDIUM smq92H (состав: Sn62Pb36Ag2), INDIUM CORP, Великобритания.
Отмывочные жидкости:
- Kyzen Aquanox A4241 (струйная отмывка), Kyzen Corp., США;
- ZESTRONR FA+ (отмывка с ультразвуком), Zestron, Германия.
Монтаж резисторов производился на линии поверхностного монтажа «Абрис-Технолоджи» с использованием групповой пайки оплавлением в конвекционной печи (03.02.2014 г.).
В состав линии входит следующее оборудование:
- полуавтоматический принтер трафаретной печати EKRA Е1 для нанесения паяльной пасты (рис.3);
- установщик компонентов Siemens SIPLACE CF с комбинацией одиночной прецизионной и высокоскоростной 6насадочной револьверной головками: - 6насадочная револьверная головка Collect&Place (скорость установки – 9000 комп./ч, точность установки – ±90 мкм (4сигма)); - одиночная прецизионная головка Pick&Place (скорость установки – 1800 комп./ч, точность установки – ±50 мкм (4сигма);
- установщик компонентов Siemens SIPLACE CS с двумя высокоскоростными 6насадочными револьверными головками (Collect&Place) высокой производительности. Скорость установки – 20 000 комп./ч, точность установки – ±90 мкм (4сигма);
- инспекционный конвейер Nutek;
- конвейерная 8зонная печь конвекционного оплавления R EHM. Пять зон предварительного нагрева (длина зоны нагрева 3,6 м), две зоны пайки и одна зона охлаждения. Печь позволяет работать по технологии бессвинцовой пайки.
- автоматический разгрузчик печатных плат Nutek.


Рис. 4 Парофазная печь Asscon (а) и загрузка печатных плат (б)
Групповая пайка оплавлением проводилась в парофазной печи Asscon VP800 (рис.4, загрузка плат в печь осуществляется вручную) с вакуумной зоной в парах Galden Perfluorinated Fluid в двух режимах (рис.5).
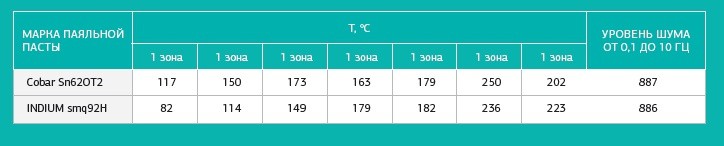
Первый режим. Паяльная паста Cobar Sn62OT2 (состав: Sn62Pb36Ag2, COBAR, Германия), температурный профиль имеет пик 250°С, общая продолжительность цикла пайки 397 с, воздействие пиковой температуры – в течение 40 с (система автоматического определения окончания пайки – Automatic Solder BreakASB – включена).
Второй режим. Паяльная паста INDIUM smq92H (состав: Sn62Pb36Ag2, INDIUM CORP, Великобритания), температурный профиль имеет пик 230°С, общее время цикла пайки 397 с, воздействие пиковой температуры – в течение 40 с (система автоматического определения окончания пайки (Automatic Solder BreakASB) включена).

Рис. 5 Типичный температурный профиль в печи и конкретное распределение температур по зонам для паяльных паст Cobar Sn62OT2 и INDIUM smq92H
Измерения параметров термопрофилей печей и их корректировка производилась при помощи многоканального регистратора температуры и программного обеспечения компании KIC (рис.6). Это оборудование позволяет с высокой точностью фиксировать значения температуры в точках установки термопар. Затем записанные данные переносятся на компьютер, и с помощью специального программного обеспечения выстраивается реальный (т.е. настоящий) термопрофиль. Также программное обеспечение предлагает разного рода рекомендации по оптимизации термопрофиля.
Отмывка печатных плат после монтажа производилась:
- в системе струйной отмывки Riebesam 2303T, в течение 10 мин. при температуре 50 °С жидкостью Kyzen A4241 с последующим ополаскиванием в деионизованной воде (три цикла по 10 мин.). По окончании процесса проводился контроль электропроводности воды;
- в ультразвуковой ванне Finnsonic m80 с жидкостью ZESTRONR FA+, в течение 20 мин. с последующим ополаскиванием в деионизованной воде (три цикла по 10 мин.). Проводился контроль электропроводности воды.

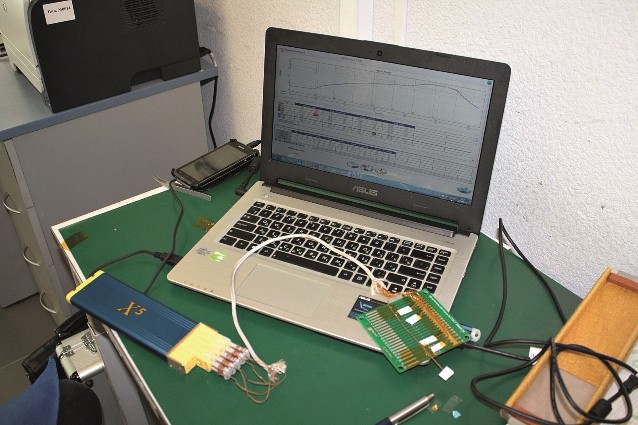
Рис. 6 Измерение параметров термопрофиля конвекционной печи (а) и снятие данных о термопрофиле (б)
Для оценки работоспособности резисторов измерялись их параметры на цифровом миллиомметре GW INSTEK GOM-802: до пайки, после пайки и отмывки, а также после проведения климатических испытаний.
При оценке качества паяных соединений применялись следующие методы: визуальный с помощью стереомикроскопа LYNX S16 (в соответствии со стандартом IPC610), рентгенконтроль, микрошлифы, контроль электрических параметров. Визуальный контроль качества паяных соединений ни на одном из этапов дефектов не выявил.
Рентген-контроль для выявления скрытых дефектов производился на установке Yxlon Y.Cheetah CT с цифровым детектором в два этапа: после монтажа резисторов и после проведения климатических и вибрационных испытаний. Рентгенконтроль дефектов не выявил (рис. 7). Под корпусами резисторов имелись небольшие по объему пустоты, но они не оказывали влияния на надежность паяных соединений.
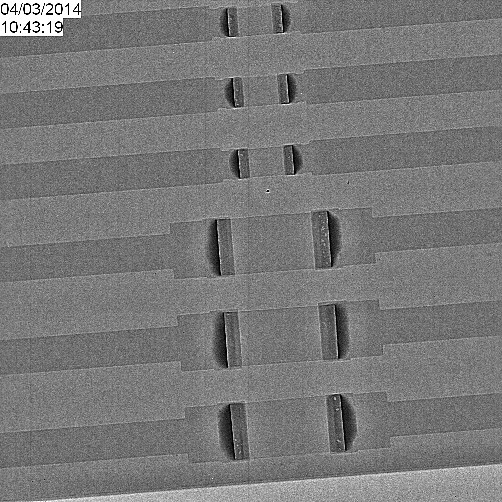
Рис. 7 Рентгенконтроль дефектов не выявил
Компанией Balver Zinn Cobar при содействии компании «Диполь» были выполнены микрошлифы тестовых плат с установленными электронными компонентами (пайка проводилась паяльными пастами Cobar Sn62OT2 и INDIUM smq92H) (рис. 8 и 9). Микрошлифы – это один из стандартных методов разрушающего контроля и оценки качества паяных соединений. В данном случае по структуре материала и толщине образовавшегося в процессе пайки слоя интерметаллидов можно сделать заключение, правильно ли прошел процесс пайки, и насколько надежным получилось паяное соединение. Анализ полученных микрошлифов также не выявил отклонений в качестве паяных соединений. Толщина слоя интерметаллидов составила 2–4 мкм в зависимости от финишного покрытия печатных плат (при допустимых 2–5 мкм).
Испытания на воздействие ВВФ (внешние воздействующие факторы) проводились по следующей программе: изменение температуры окружающей среды в диапазоне от (60±2)°С до (95±2)°С, изменение влажности от 60% до (93±3)%, воздействие синусоидальной вибрации и др. После проведения климатических и вибрационных испытаний был выполнен рентгенконтроль паяных соединений и электронных компонентов. Отклонений в качестве тоже не было выявлено.
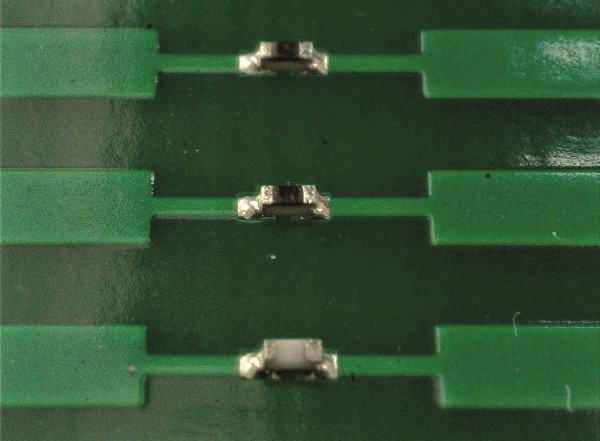
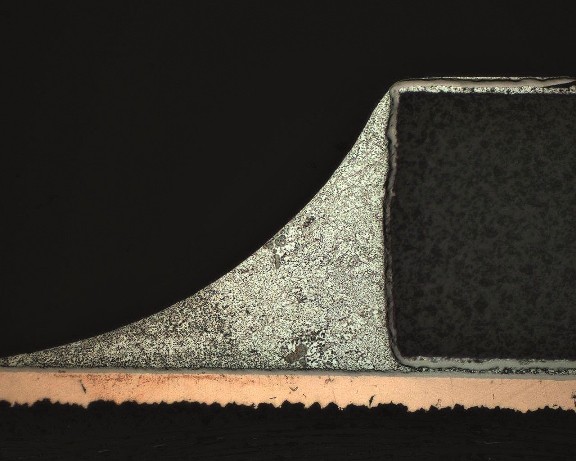
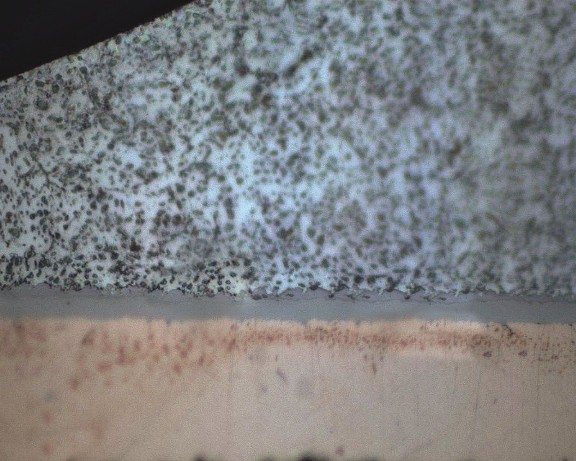
Рис. 8. Применение паяльной пасты Cobar Sn62OT2: вид паяных соединений на печатной плате (а); поперечное сечение OT2/NiAu (б); поперечное сечение слоя интерметаллида (3,82 мкм) и барьерного слоя Ni (8,0 мкм) между печатной платой и припоем (в)
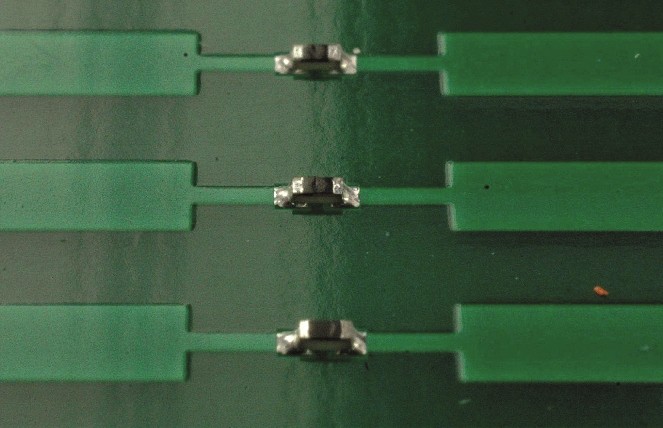
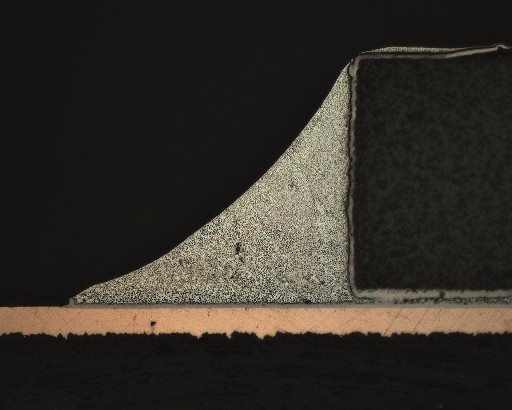
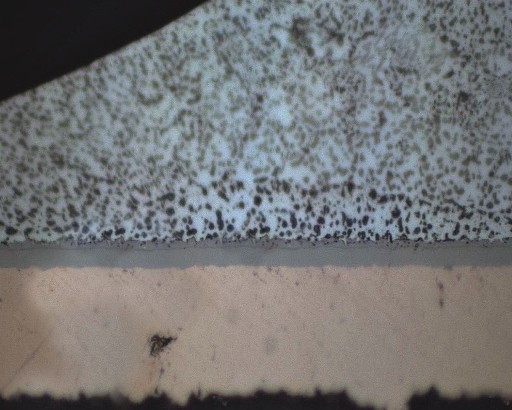
Рис. 9. Применение паяльной пасты INDIUM smq92H: вид паяных соединений на печатной плате (а); поперечное сечение IND/NiAu (б); поперечное сечение слоя интерметаллида (3,82 мкм) и барьерного слоя Ni (8,0 мкм) между печатной платой и припоем (в)
Испытания резисторов Р112 АЛЯР.434110.005 ТУ, Р18МП ОЖ0.467.164 ТУ производства ОАО «НПО ЭРКОН» были признаны успешным. Результаты испытаний были зафиксированы в совместном протоколе и в документе «Решение о применении технологии пайки оплавлением в конвекционной и парофазной печах для монтажа чип-резисторов производства ОАО «НПО ЭРКОН».
В итоге была подтверждена возможность применения современных технологий пайки для монтажа отечественных поверхностно монтируемых резисторов Р112 (АЛЯР.434110.005 ТУ), Р18МП (ОЖ0.467.164 ТУ), выпускаемых ОАО «НПО ЭРКОН», по усовершенствованной технологии производства, особенно в части формирования контактного узла.
Автор выражает благодарность сотрудникам компании «Диполь»: Вячеславу Филлипову и Андрею Фешко, а также специалисту компании Balver Zinn/Cobar Хану Раетсену (Han Raetsen) за активное участие в проведении и анализе результатов исследований.
Материалы предоставлены Группой компаний "Диполь": www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Производство электроники Поверхностный монтаж (SMT) Пайка оплавлением Печь конвекционного оплавления Система парофазной пайки
Читайте также
 “Factory in a box” («Завод в контейнере») Новая концепция мобильных производств электроники от NOKIA. 12 компаний объединились, чтобы создать производство, которое можно развернуть или свернуть в любой точке земного шара за несколько часов
“Factory in a box” («Завод в контейнере») Новая концепция мобильных производств электроники от NOKIA. 12 компаний объединились, чтобы создать производство, которое можно развернуть или свернуть в любой точке земного шара за несколько часов  Проблемы поверхностного монтажа электронных модулей: мнимые и реальные Исследования в области технологий поверхностного монтажа радиокомпонентов в бессвинцовом исполнении с применением оловянно-свинцовых припойных паст
Проблемы поверхностного монтажа электронных модулей: мнимые и реальные Исследования в области технологий поверхностного монтажа радиокомпонентов в бессвинцовом исполнении с применением оловянно-свинцовых припойных паст  С точностью до термопрофайлера. Оценка точности метода измерения температуры с неразрушающим креплением термопары Цель настоящего исследования — найти неразрушающий метод крепления термопары для снятия температурных профилей компонентов в корпусах с матричным расположением выводов
С точностью до термопрофайлера. Оценка точности метода измерения температуры с неразрушающим креплением термопары Цель настоящего исследования — найти неразрушающий метод крепления термопары для снятия температурных профилей компонентов в корпусах с матричным расположением выводов 
