



Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
С точностью до термопрофайлера. Оценка точности метода измерения температуры с неразрушающим креплением термопары

Тим Грув (Tim Grove) д-р С. Маньян Рамкумар (S. Manian Ramkumar) Центр производства и сборки электронных изделий, Технологический институт Рочестера Рочестер, штат Нью-Йорк (США) Брайан О'Лири (Brian O' Leary) KIC Сан-Диего (США)
Введение
Рецепт пайки, в который входят параметры температуры в зоне оплавления внутри печи для пайки и скорости движения конвейера, определяет температурно-временной профиль для конкретного типа печатной платы. В целях обеспечения высокого качества готовых печатных плат температурно-временной профиль не должен выходить за допустимые пределы для данного изделия и технологического процесса. Эти пределы зависят от допусков паяльной пасты, компонентов и подложки. Таким образом, точность воспроизведения температурно-временного профиля становится критически важным слагаемым качества электронного узла. Методы, с помощью которых к печатной плате крепятся термопары для снятия профиля при прохождении платы через печь, существенно влияют на точность его измерения.
Многие сборщики электронной аппаратуры не могут позволить себе жертвовать серийными печатными платами и BGA-компонентами для снятия температурно-временных профилей. Но им, так или иначе, необходимо обеспечить соблюдение заданных параметров технологического процесса.
У компонентов с матричным расположением выводов (BGA) шарики припоя, играющие роль выводов, скрыты под корпусом, что особенно затрудняет снятие температурного профиля. Ненадлежащее расплавление шариков припоя ведет к образованию некачественного паяного соединения и повреждению компонентов или всего узла. Кроме того, эти компоненты обычно дороги, и потому их монтаж представляет особую трудность для сборщиков.
Цель настоящего исследования — найти неразрушающий метод крепления термопары, который бы характеризовался малой погрешностью относительно «фактического» значения температуры под компонентом в корпусе типа BGA.
Метрики проекта
«Золотым стандартом» крепления термопары к компоненту в корпусе типа BGA является метод, при котором термопара помещается точно на одну из контактных площадок, а затем поверх нее припаивается BGA-компонент без нанесения дополнительного припоя помимо того, который уже имеется на контактных площадках и шариковых выводах корпуса компонента. Предварительные исследования показали, что, используя термопару со сплющенной головкой и ремонтную станцию для BGA-компонентов, можно с достаточной точностью и надежностью поместить термопару на одиночную контактную площадку или шариковый вывод. В данном исследовании роль образцового датчика температуры играла термопара со сплющенной головкой, припаянная под BGA-компонентом.
Ранее исследования, выполненные компанией KIC, показали, что неразрушающий метод крепления термопары алюминиевой клейкой лентой обеспечивает точность и повторяемость результатов измерений, в том числе при многократном повторном креплении. Другие методы крепления, например с помощью тугоплавкого припоя или клея, не исключают малых отклонений в количестве материала, наносимого для крепления, что приводит к погрешностям при измерении температуры. Второе преимущество алюминиевой клейкой ленты состоит в том, что она уже широко применяется при сборке электроники.
В число метрик проекта входила разность значений температуры, измеренных термопарой, прикрепленной в двух местах с помощью алюминиевой клейкой ленты (рис. 1), и термопарой с плоской головкой, припаянной под BGA-компонентом (рис. 2). Малый размер этой разности (∆T) указывает на то, что данное сочетание метода и места крепления обеспечивает очень хорошее согласование с результатами измерения температуры плоской термопарой, припаянной под корпусом BGA.

Рис. 1a. Крепление термопары сверху к корпусу BGA-компонента
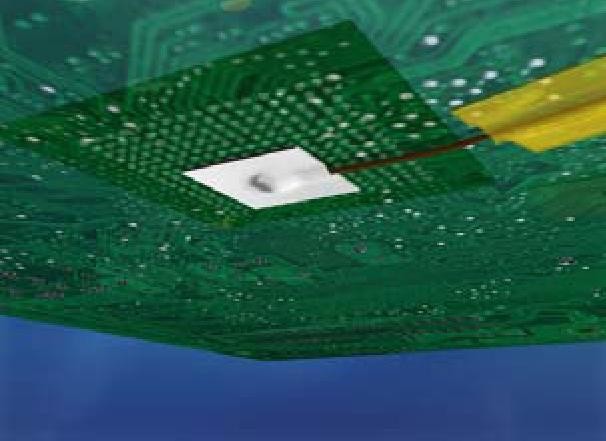
Рис. 1b. Крепление термопары к нижней стороне печатной платы непосредственно под BGA-компонентом

Рис. 2. Сплющенная головка термопары, расположенная непосредственно под BGA-компонентом
Результаты и обсуждение
Для выполнения различных этапов эксперимента использовалась печь с принудительной конвекцией, имеющая шесть зон нагрева и одну нерегулируемую зону охлаждения. Измерения производились с использованием термопрофайлера KIC.
Термопрофилометры KIC

Рис. 3. Термопрофилометр KIC X5 с семью, девятью и двеннадцатью каналами для подключения стандартных термопар типа К
Характеристики:
-
точность измерений — ±0,5 °C;
-
разрешение — 0,1 °C;
-
внутренняя рабочая температура — 0…+85 °C;
-
частота считывания — 0,1–10 в секунду;
-
соединение с ПК посредством USB 2.0 (Std-A/Mini-B);
-
тип питания — три батареи типа ААА или питание от USB-кабеля, когда устройство подключено к ПК;
-
радиочастота передачи (для версии RF) — 433,92 МГц;
-
тип термопар — стандартные типа К.

Рис. 4. Термопрофилометр KICstart2 — компактное устройство профилирования с шестью разъемами для подключения термопар типа К
Характеристики:
-
точность измерений — ±0,5 °C;
-
разрешение — 0,1–0,3 °C;
-
внутренняя рабочая температура — 0…+105 °C;
-
частота считывания — 0,1–10 в секунду;
-
соединение с ПК посредством USB 2.0 (Std-A/Mini-B);
-
тип питания — 9-В алкалиновые батареи;
-
тип термопар — стандартные типа К;
-
диапазон измерительных температур — +150…+1050 °C.
Измерения, сделанные в зоне охлаждения, были исключены из рассмотрения для целей данного анализа, чтобы избежать некорректной интерпретации данных. Рецепт пайки, применявшийся в ходе этих экспериментов, приведен в таблице ниже.
|
|
Зона 1 |
Зона 2 |
Зона 3 |
Зона 4 |
Зона 5 |
Зона 6 |
|
|
+80 °C |
+105 °C |
+143 °C |
+183 °C |
+223 °C |
+253 °C |
|
Скорость движения ленты, см/мин |
29 |
|||||
Таблица. Рецепт пайки, применявшийся в ходе исследовани
Крепление термопары алюминиевой клейкой лентой
В общей сложности было снято 16 профилей с использованием четырех сочетаний размеров BGA-компонента и печатной платы, монтажом двух BGA-компонентов на каждой печатной плате и двукратным снятием профиля в каждой из комбинаций. Подложкой служила двухслойная печатная плата толщиной 0,8 и 1,6 мм из материала FR4. Кроме толщины, размеры двух печатных платы были одинаковыми — 203,2×139,6 мм. На платах монтировались BGA-компоненты двух типов: BGA 160 (размеры 15×15 мм, шаг расположения выводов 1 мм) и BGA 1156 (размеры 35×35 мм, шаг расположения выводов 1 мм).
Под BGA-компонентом припаивалась термопара со сплющенной головкой для измерения «истинного» значения температуры в этой зоне. Особое внимание уделялось тому, чтобы головка термопары располагалась точно на контактной площадке. Затем с помощью ремонтной станции BGA-компонент припаивался к контактным площадкам. В результате головка термопары оказывалась между контактной площадкой на печатной плате и шариковым выводом корпуса, не касаясь других выводов и контактных площадок компонента. Кроме того, алюминиевой клейкой лентой крепились еще две термопары для измерения температуры в следующих местах:
-
верхняя сторона корпуса BGA-компонента;
-
нижняя сторона печатной платы из материала FR4 под BGA-компонентом.
Разность значений температуры, измеренных образцовой термопарой и термопарами, прикрепленными с использованием неразрушающих методов
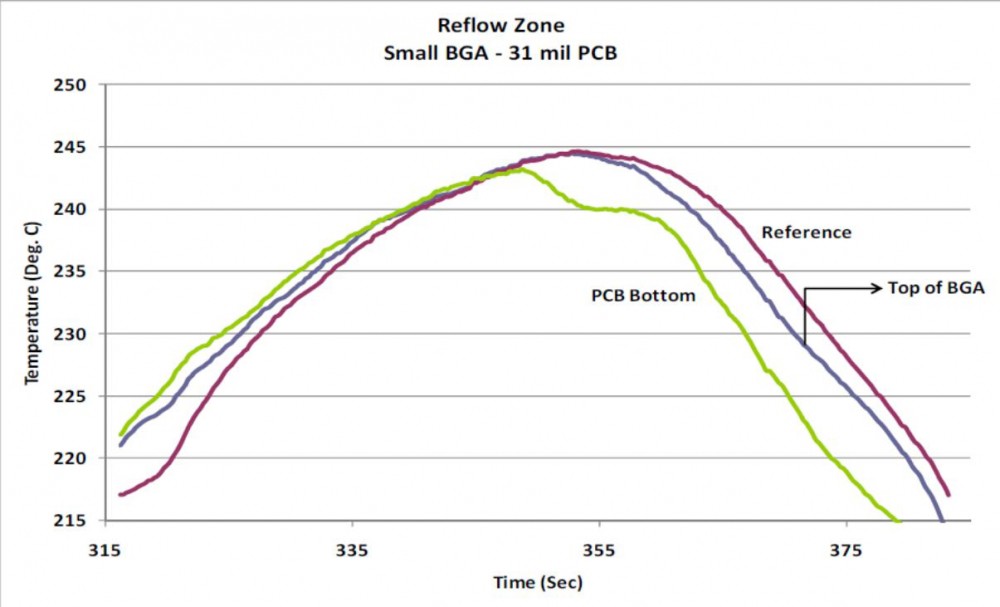
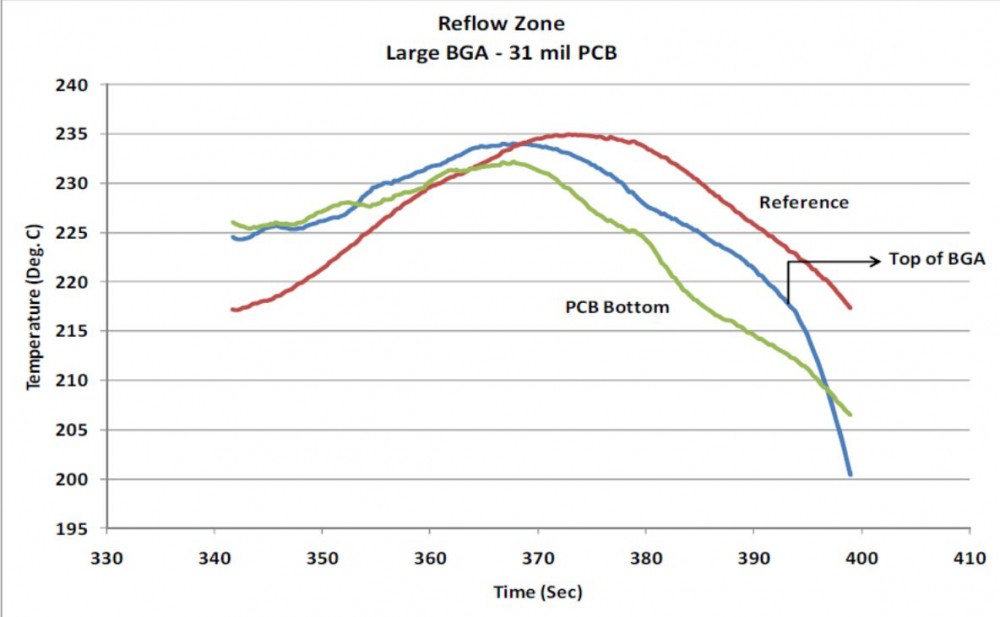
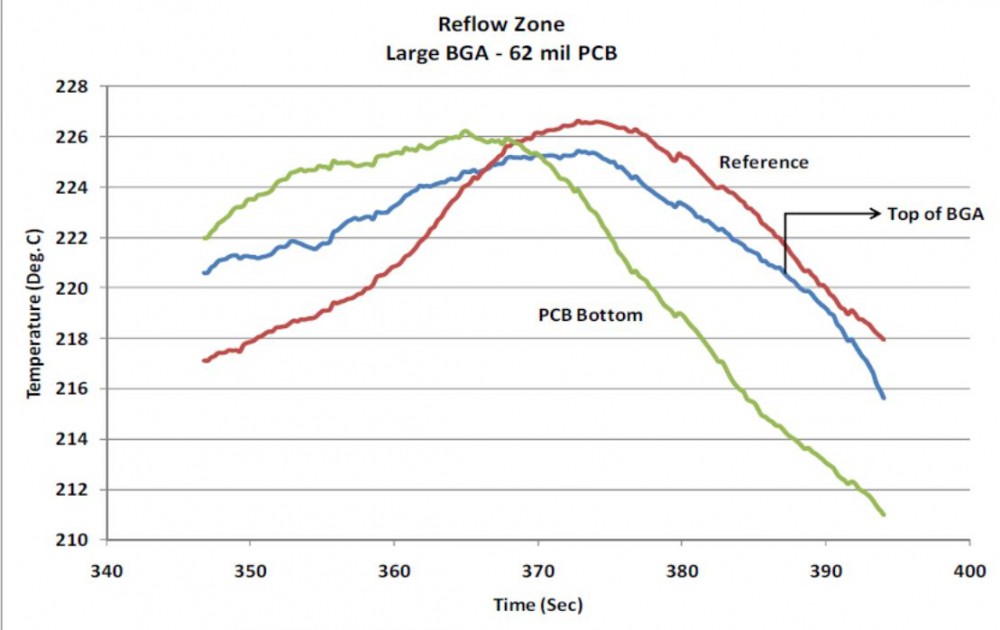
Критерием анализа служила разность измеренных значений температуры с термопар, прикрепленных алюминиевой лентой, и плоской термопары, припаянной под BGA-компонентом. Эта разность измерялась в наиболее ответственной части профиля — в зоне оплавления внутри печи для пайки. Она вычислялась следующим образом: из каждой точки температурно-временного графика, полученной с профилера KIC, вычиталось значение температуры, измеренное образцовой термопарой в соответствующем месте. Температурные графики для BGA-компонентов разного размера и печатных плат разной толщины показаны на рис. 3–7.
|
Надпись |
Перевод |
|
Reflow Zone |
Зона оплавления |
|
Small BGA - 31 mil PCB |
BGA-компонент малого размера, печатная плата толщиной 0,8 мм |
|
Reference |
Обр. термопара |
|
Top of BGA |
Верх корпуса |
|
PCB Bottom |
Низ печ. платы |
|
Temperature (Deg. C) |
Температура, °С |
|
Time (Sec) |
Время, с |
Рис. 5. Профили для образцовой термопары, BGA-компонента малого размера и печатной платы толщиной 0,8 мм
|
Надпись |
Перевод |
|
Reflow Zone |
Зона оплавления |
|
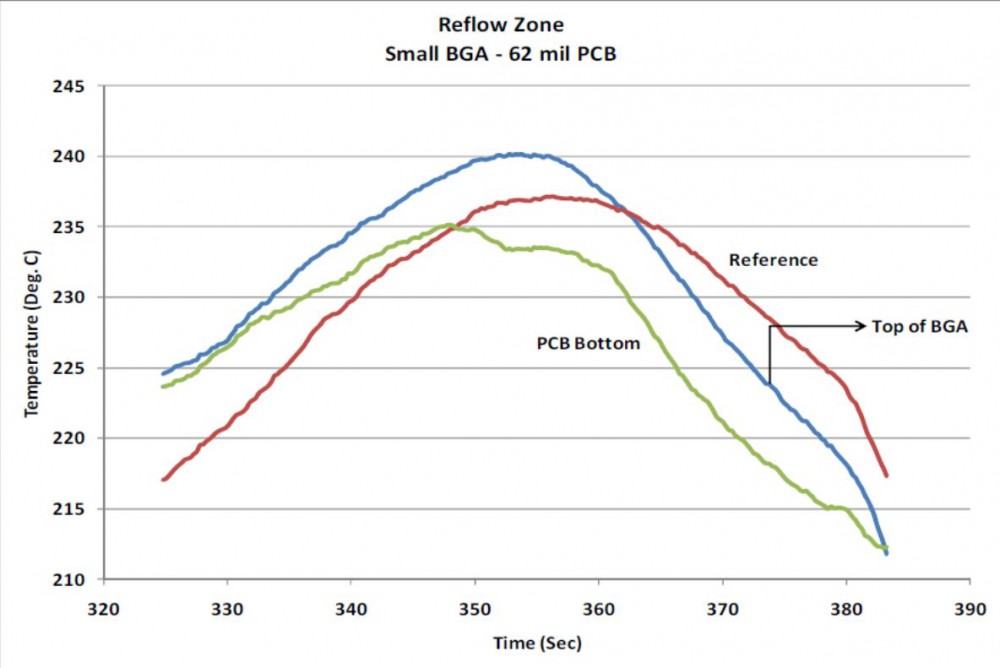
Small BGA - 62 mil PCB |
BGA-компонент малого размера, печатная плата толщиной 1,6 мм |
|
Reference |
Обр. термопара |
|
Top of BGA |
Верх корпуса |
|
PCB Bottom |
Низ печ. платы |
|
Time (Sec) |
Время, с |
|
Temperature (Deg. C) |
Температура, °С |
Рис. 6. Профили для образцовой термопары, BGA-компонента малого размера и печатной платы толщиной 1,6 мм
|
Надпись |
Перевод |
|
Reflow Zone |
Зона оплавления |
|
Large BGA - 31 mil PCB |
BGA-компонент большого размера, печатная плата толщиной 0,8 мм |
|
PCB Bottom |
Низ печ. платы |
|
Reference |
Обр. термопара |
|
Top of BGA |
Верх корпуса |
|
Time (Sec) |
Время, с |
|
Temperature (Deg. C) |
Температура, °С |
Рис. 7. Профили для образцовой термопары, BGA-компонента большого размера и печатной платы толщиной 0,8 мм
|
Надпись |
Перевод |
|
Reflow Zone |
Зона оплавления |
|
Large BGA - 62 mil PCB |
BGA-компонент большого размера, печатная плата толщиной 1,6 мм |
|
Reference |
Обр. термопара |
|
Top of BGA |
Верх корпуса |
|
PCB Bottom |
Низ печ. платы |
|
Time (Sec) |
Время, с |
|
Temperature (Deg. C) |
Температура, °С |
Рис. 8. Профили для образцовой термопары, BGA-компонента большого размера и печатной платы толщиной 1,6 мм
|
Надпись |
Перевод |
|
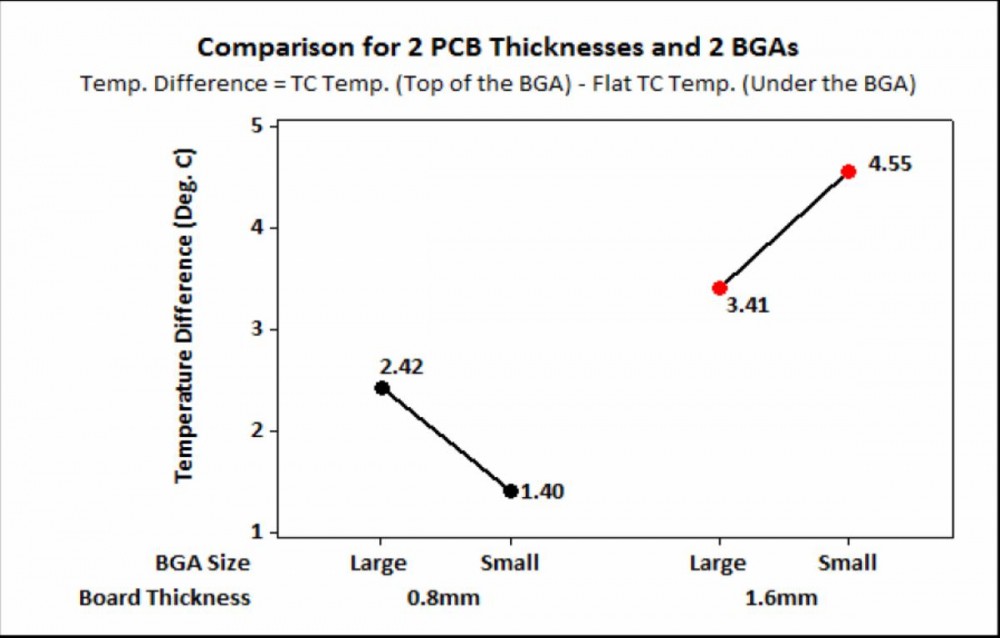
Comparison for 2 PCB Thicknesses and 2 BGAs |
Сравнение для двух значений толщины печатной платы и двух размеров BGA-компонента |
|
Temp. Difference =TCTemp. (Top of the BGA) - FlatTCTemp. (Underthe EGA} |
Разность температур = показание термопары на верхней стороне BGA-компонента – показание плоской термопары (под компонентом) |
|
BGA Size |
Размер BGA-компонента |
|
Board Thickness |
Толщина платы |
|
Large |
Большой |
|
Small |
Малый |
|
0.8 mm |
0,8 мм |
|
Large |
Большой |
|
Small |
Малый |
|
1.6 mm |
1,6 мм |
Рис. 9. Разность температур для двух значений толщины печатной платы и двух размеров BGA-компонента
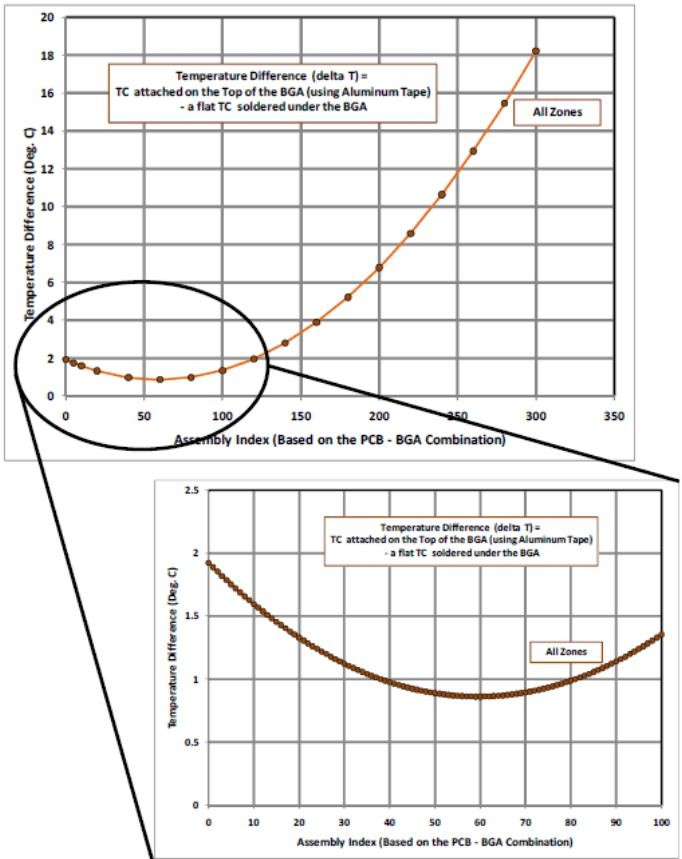
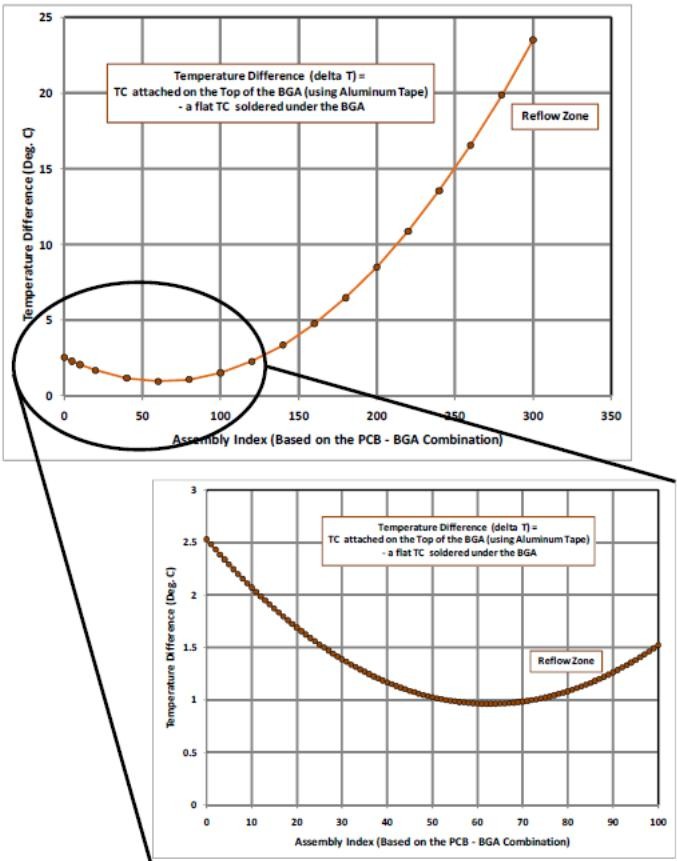
По совокупности данных, полученных в ходе этого и прошлых экспериментов с BGA-компонентами различного размера и печатными платами различной толщины, была выведена общая эмпирическая формула [1] и построены эмпирические графики (рис. 8 и 9) для компонентов в пластмассовых корпусах типа BGA, монтируемых на печатных платах из материала FR4 с креплением термопар алюминиевой клейкой лентой к верхней стороне корпуса и нижней стороне печатной платы. Исходя из экспериментальных данных, полученная эмпирическая формула лучше аппроксимирует результаты для термопары, прикрепленной к верхней стороне корпуса BGA-компонента, чем для термопары, прикрепленной к нижней стороне печатной платы под компонентом.
На рис. 8 и 9 показаны теоретические графики разности температур при креплении термопары к верхней стороне корпуса BGA-компонента для заданной комбинации печатной платы и компонента, построенные по эмпирической формуле. На рис. 8 приведен график для всех зон в совокупности, а на рис. 9 — только для зоны оплавления. Чтобы воспользоваться графиком на рис. 8 или рис. 9, нужно вычислить монтажный коэффициент (AI) по параметрам печатной платы и компонента, как описано ниже. Для проверки графика необходимо дополнительно снять ряд профилей.
Формула для расчета разности температур, измеренных образцовой термопарой и термопарой, прикрепленной неразрушающим методом:
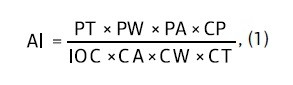
где: AI — монтажный коэффициент; PT — толщина печатной платы, мм; PW — масса печатной платы, г; PA — полная площадь печатной платы, мм2; CP — шаг расположения выводов компонента; IOC — количество линий ввода/вывода; CA — площадь компонента, мм2; CW — масса компонента; CT — толщина компонента, включая шариковые выводы.
|
Надпись |
Перевод |
|
Temperature Difference (delta T) = TC attached on the Top of the BGA (using Aluminum Tape) – a flat TC soldered under the BGA |
Разность температур (∆T) = показание термопары на верхней стороне BGA-компонента (прикрепленной алюминиевой клейкой лентой) – показание плоской термопары (припаянной под компонентом) |
|
All Zones |
Все зоны |
|
Assembly Index (Based on the PCB - BGA Combination) |
Монтажный коэффициент (для конкретной комбинации печатной платы и BGA-компонента) |
|
Temperature Difference (Deg. С) |
Разность температур, °С |
Рис. 10. График разности температур для совокупности всех зон, построенный на основании формулы монтажного коэффициента (AI)
|
Надпись |
Перевод |
|
Temperature Difference (delta T) = TC attached on the Top of the BGA (using Aluminum Tape) –a flat TC soldered under the BGA |
Разность температур (∆T) = показание термопары на верхней стороне BGA-компонента (прикрепленной алюминиевой клейкой лентой) – показание плоской термопары (припаянной под компонентом) |
|
Reflow Zone |
Зона оплавления |
|
Assembly Index (Based on the PCB - BGA Combination) |
Монтажный коэффициент (для конкретной комбинации печатной платы и BGA-компонента) |
|
Temperature Difference (Deg. C) |
Разность температур, °С |
Рис. 11. График разности температур для зоны оплавления, построенный на основании формулы монтажного коэффициента (AI)
Выводы
Крепление термопары алюминиевой клейкой лентой к верхней стороне компонента в корпусе типа BGA обеспечивает хорошую аппроксимацию температуры под корпусом. Более того, отклонение температуры можно вычислить с разумной достоверностью по формуле, выведенной в ходе этого исследования. Для относительно небольших BGA-компонентов и тонких печатных плат это отклонение не превышает 2 °C. Платы большей толщины и компоненты большего размера дают более значительные отклонения, которые можно аппроксимировать по указанной формуле и соответствующим графикам.
Официальный сайт Группы компаний "Диполь": https://www.dipaul.ru
Понравилась статья? Поставьте лайк
Электроника Производство электроники Поверхностный монтаж (SMT) Устройство измерения температурных профилей KIC Пайка оплавлением Бессвинцовая пайка
Читайте также
 “Factory in a box” («Завод в контейнере») Новая концепция мобильных производств электроники от NOKIA. 12 компаний объединились, чтобы создать производство, которое можно развернуть или свернуть в любой точке земного шара за несколько часов
“Factory in a box” («Завод в контейнере») Новая концепция мобильных производств электроники от NOKIA. 12 компаний объединились, чтобы создать производство, которое можно развернуть или свернуть в любой точке земного шара за несколько часов  Проблемы поверхностного монтажа электронных модулей: мнимые и реальные Исследования в области технологий поверхностного монтажа радиокомпонентов в бессвинцовом исполнении с применением оловянно-свинцовых припойных паст
Проблемы поверхностного монтажа электронных модулей: мнимые и реальные Исследования в области технологий поверхностного монтажа радиокомпонентов в бессвинцовом исполнении с применением оловянно-свинцовых припойных паст  Преодолевая сопротивление нормативов Современные технологии поверхностного монтажа для отечественных резисторов
Преодолевая сопротивление нормативов Современные технологии поверхностного монтажа для отечественных резисторов 
