Здесь мы собираем самые интересные статьи, интервью, репортажи и многое другое.
Вы готовы к переходу на бессвинцовую технологию?
Тенденции мирового рынка подталкивают изготовителей электроники, производителей материалов и производителей оборудования внедрять новые технологии для снижения уровня негативного воздействия на окружающую среду. В рамках данного направления можно выделить два основных этапа: переход к бессвинцовой технологии пайки и проведение сертификации по стандарту ISO 14000. Эти мероприятия позволяют производителям электроники соответствовать новым требованиям по защите окружающей среды.
В ряде стран требования по переходу на бессвинцовые технологии закреплены законодательно. В частности, Директивы Европейского Сообщества с 1 января 2004 г. ограничили продажу электронной продукции, содержащей свинец, на территории Европы. В Японии среди крупнейших производителей, таких, как: Sony, Matsushita (Panasonic), Hitachi и Toshiba, распространена добровольная программа отказа от свинца.
Одновременно компании, включая лидеров отрасли внедряют международные программы сертификации ISO 14000, регламентирующие более безопасные для окружающей среды технологии производства электроники. Помимо отказа от использования свинца и материалов с содержанием галогенидов, сертифицированные компании должны сводить к минимуму количество вредных веществ, выбрасываемых в атмосферу. Именно поэтому, производители электроники ставят задачу перед поставщиками о разработке нового оборудования и материалов, удовлетворяющих требованиям новых "зеленых" стандартов.
Паяльные пасты
В настоящее время на рынке материалов представлен ряд новых не содержащих свинца паяльных паст. Но, поскольку ни одна из них не является прямым аналогом свинцовой паяльной пасты, для каждой из них требуются дополнительные настройки технологического процесса пайки. Основное различие бессвинцовых сплавов от «традиционных» свинецсодержащих заключается в более высокой температуре пайки. Если температура ликвидуса свинцового сплава составляет +183 °C , то для бессвинцовых она имеет значение от +195 до +227 °C в зависимости от состава сплава.
Профилирование
Более высокие температуры пайки существенно сокращают технологическое окно. Оловянно-свинцовый сплав обладает температурой плавления +183 °C с пиковой температурой пайки в пределах от +205 до +215 °C. В тоже время максимальная допустимая температура печатной платы (ПП) составляет +230 - 240° C. Таким образом, для свинцовой технологии пайки мы имеем технологическое окно в диапазоне 15 - 35 °C. Температура плавления большинства бессвинцовых сплавов лежит в диапазоне от +216 до +220° C, с пиковой температурой пайки +225 - 235° C. Поскольку максимальная допустимая температура для печатной платы остается неизменной, технологическое окно сильно сжимается до диапазона 5 - 15°C. По этой причине к печам оплавления предъявляются более жесткие требования в точности настройки, стабильности поддержания температуры и повторяемости процесса. Так, если технологическое окно составляет 10 °C, а перепады температур на ПП составляет 10 °C, технологический процесс должен работать с нулевым допуском на ошибку.
Термопрофиль для свинцовой пасты
Кроме более высоких температур, для большинства бессвинцовых паяльных паст требуется более длительный интервал выдержки выше точки ликвидуса (как правило, от 60 до 90 секунд), в отличии от традиционных 40-60 секунд. Поэтому термопрофиль для бессвинцовых материалов отличается от стандартного свинцового профиля (рис. 1 и 2). Время нахождения в зоне пиковой температуры значительно выше, чем обусловлено образование «плато» на графике термопрофиля.
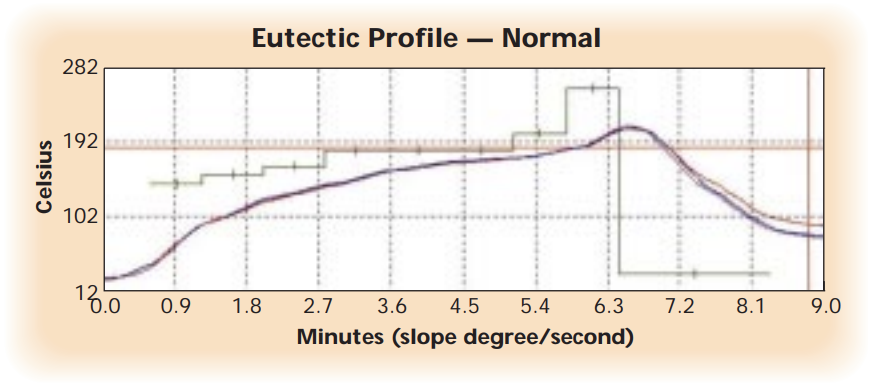
Рисунок 1. Традиционный термопрофиль для свинецсодержащих паст температура повышается до относительно кратковременного пика, а затем падает.
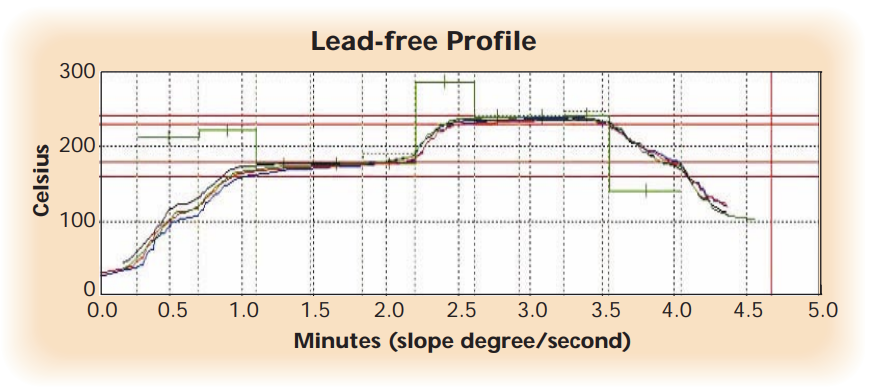
Рисунок 2. Термопрофиль пайки бессвинцовой пасты. Температура повышается до более высокого уровня в отличие от свинцового процесса и остается дольше времени, формируя плато.
Печи оплавления
Принимая во внимания отличия в материалах и технологического процесса, для пайки по бессвинцовой технологии используются печи с принудительной конвекцией для поддержания стабильной работы и контроля процесса при более высоких температурах. Большинство производителей бессвинцовых материалов рекомендует использовать азот, что дает возможность расширения технологического окна.
Применение азота дает ряд технологических преимуществ: повышение текучести сплава, повышение смачиваемости поверхности, снижение процесса окисления, улучшения внешнего вида паянных соединений. Стоит учесть, что применение азота влечет за собой дополнительные инвестиции в модернизацию сборочной линии.
Помимо принудительной конвекции производители оборудования внедряют новые решения в конструкцию печей, которые позволяют сделать процесс бессвинцовой пайки более стабильным. Это и увеличение числа зон нагрева, и изменение конфигурации модулей нагрева, и новые системы поддержки печатных плат в печи, и системы фильтрации и отделения паров флюса для уменьшения количества выбросов и защиты окружающей среды.
Увеличение количества зон пайки и уменьшение размера каждой отдельной зоны (рис. 3) обеспечивает более точный контроль технологического процесса и стабильность поддержания повышенных температур без потери в производительности. Такая конфигурация включает в себя зоны преднагрева, зоны пайки и зоны охлаждения. Все это удается реализовать в печи длиной 3,8м и обеспечить такую же производительность, как у традиционной печи длиной 4,7 м.
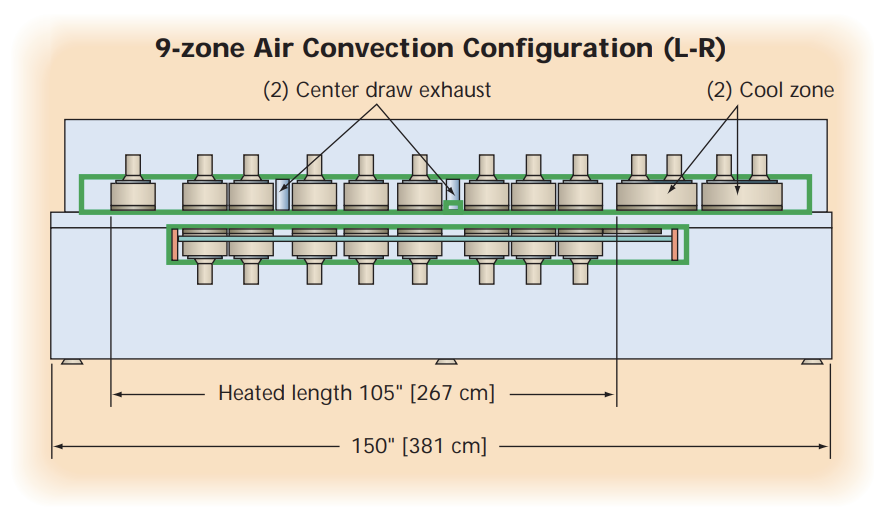
Рисунок 3. Эта конструкция конвекционной печи для пайки по бессвинцовой технологии оснащена девятью зонами.
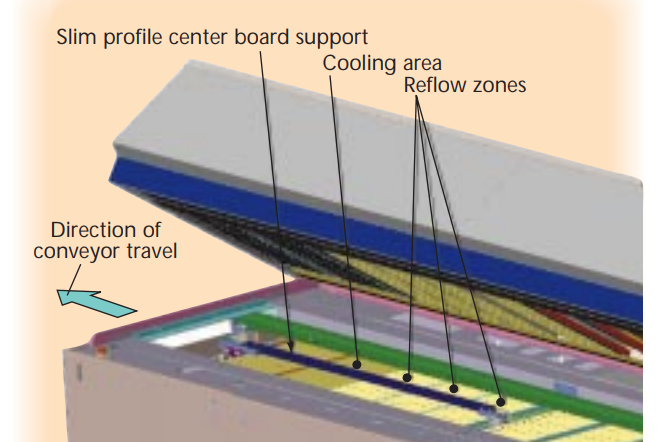
Изменение в конструкции поддержки платы выполнено с учетом воздействия более высоких температур процесса. Когда температуры превышают +150 °C, базовый материал ПП приближается к точке стеклования, в результате чего может происходить деформация поверхности платы. Чем выше температура, тем больше шанс изменения геометрии поверхности печатной платы. Это критически важный параметр, особенно при первом проходе двусторонней платы через печь, поскольку трафаретная печать при повторном нанесении пасты очень критична к деформированной поверхности.
Новая концепция проектирования с центральной поддержкой включает в себя применение механизма только в тех зонах печи, где это необходимо – зоне пайки и зоне охлаждения. Как правило, для поддержки, проходящей по всей длине печи, требуются теплоемкие направляющие, которые уменьшают термическое воздействие на печатную плату и повышают ее ΔT. Кроме того, такая конструкция может снизить общую температуру платы. Это нужно учитывать при настройке термопрофиля печи для плат с центральной поддержкой и без нее.
Поскольку платы менее подвержены деформации при температурах ниже +150 °C, целесообразно уменьшать длину центральной поддержки, или вообще убирать ее, например в зоне преднагрева. Уменьшение размеров профиля поддержки, также способствует улучшению термостабильности процесса (Рис. 4). Результаты испытания показали, что ΔT на ПП остается неизменной, а стабильность температур платы находится в пределах 0,5 °C при установленной центральной поддержке платы и без нее.
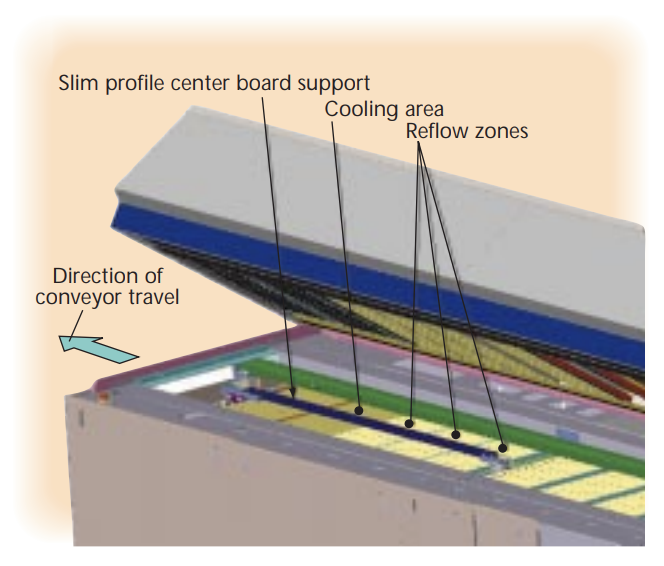
Рисунок 4. Сокращение длины и ширины профиля центральной поддержки платы и ее удаление из зоны преднагрева печи устраняет необходимость разрабатывать разные профили для плат, паяемых с центральной поддержкой и без него.
При пайке с азотом важно отделять и собирать остатки флюса для его последующего удаления из печи. Кстати, нормативные предписания ISO 14000 требуют наличия системы рециркуляции воздуха для предотвращения выброса вредных веществ в атмосферу.
Автоматическая система удаления флюса поддерживает внутреннюю чистоту печи, сводя к минимуму остановки сборочной линии для проведения технического обслуживания. Некоторые такие системы могут удалять до 95 процентов испарений флюса из печи, а интервалы между техническим обслуживанием увеличиваются до 30-90 дней в условиях массового производства. Такие системы применяют в сочетании с технологиями внутреннего охлаждения, механически активируемого перемешивания флюса, а также увеличением площади поверхности уловителей для паров флюса и мелких частиц.
В случае пайки в инертной среде, системы с обратным контуром могут пропускать азот через разделительный модуль и возвращать его в зону охлаждения. Таким образом "очищенный" газ может использоваться повторно, благодаря чему снижается стоимость использования азота. Некоторые системы позволяют доустанавливать специальные фильтры HEPA, чтобы соблюдать местные экологические требования EPA или ISO, сводя к минимуму количество выбрасываемых частиц в вентиляционную систему здания и окружающую среду (рис. 6).
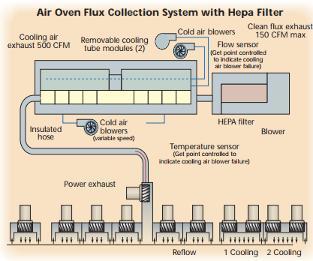
Рис. 6. Система сбора флюса в конвекционной печи с фильтром HEPA
Заключение
В то время, как существующий парк современных систем конвекционной пайки способен работать с некоторыми бессвинцовыми пастами, последние конфигурации печей позволяют оптимизировать процесс пайки для всего ассортимента паст и термопрофилей. Понимая необходимость производителей электроники адаптировать парк уже имеющегося оборудования к новым требованиям, производители печей предлагают программу адаптации существующего оборудования необходимыми модулями: системами очистки воздуха, сбора остатков флюса, центральной поддержки ПП.
Таком образом модернизация существующего оборудования позволит перейти на бессвинцовые технологии и пройти сертификацию согласно ISO 14000. Такие шаги уже применяются множеством крупных сборочных компаний и доступны для всех изготовителей.
Любая программа перехода на бессвинцовую технологию – это комплекс мероприятий, включающий в себя процесс подбора материалов, оценки возможностей существующего парка оборудования и соответствия производства требуемым стандартам. Одним из источников такой информации являются международные отраслевые сайты: www.ipc.org и www.lead-free.org. Воспользовавшись знаниями о затрагиваемых проблемах, изготовитель может предпринять шаги, необходимые для сохранения конкурентной позиции на глобальном электронном рынке.
Авторы: Марк Пео и Дон ДеАнжело
Перепечатано из "ТЕХНОЛОГИЯ ПОВЕРХНОСТНОГО МОНТАЖА" за май 2000 г.
Авторские права принадлежат PennWell Corporation
Понравилась статья? Поставьте лайк
Электроника Производство электроники Поверхностный монтаж (SMT) Пайка оплавлением Бессвинцовая пайка Печь конвекционного оплавления
Читайте также
 “Factory in a box” («Завод в контейнере») Новая концепция мобильных производств электроники от NOKIA. 12 компаний объединились, чтобы создать производство, которое можно развернуть или свернуть в любой точке земного шара за несколько часов
“Factory in a box” («Завод в контейнере») Новая концепция мобильных производств электроники от NOKIA. 12 компаний объединились, чтобы создать производство, которое можно развернуть или свернуть в любой точке земного шара за несколько часов  Азот при оплавлении: нужен или нет? Мы провели эксперимент и говорим: нужен! В статье рассмотрена практика применения азота при пайке оплавлением, ее результаты и преимущества
Азот при оплавлении: нужен или нет? Мы провели эксперимент и говорим: нужен! В статье рассмотрена практика применения азота при пайке оплавлением, ее результаты и преимущества  Получение качественных паяных соединений с уменьшенным образованием пустот при монтаже светодиодов на платы с металлическим основанием Паяные соединения с низким количеством пустот имеют решающее значение для обеспечения долгосрочной стабильности и надежности параметров светодиодных сборок
Получение качественных паяных соединений с уменьшенным образованием пустот при монтаже светодиодов на платы с металлическим основанием Паяные соединения с низким количеством пустот имеют решающее значение для обеспечения долгосрочной стабильности и надежности параметров светодиодных сборок 
